Принцип электродуговой сварки основан на использовании температуры электрического разряда, возникающего между сварочным электродом и металлической заготовкой.
Дуговой разряд образуется вследствие электрического пробоя воздушного промежутка. При возникновении этого явления происходит ионизация молекул газа, повышение его температуры и электропроводности, переход в состояние плазмы.
Горение сварочной дуги сопровождается выделением большого количества световой и особенно тепловой энергии, вследствие чего резко повышается температура, и происходит локальное плавление металла заготовки. Это и есть сварка.
В процессе работы, для того, чтобы возбудить дуговой разряд, производится кратковременное касание заготовки электродом, то есть, создание короткого замыкания с последующим разрывом металлического контакта и установлением требуемого воздушного зазора. Таким способом выбирается оптимальная длина сварочной дуги.
При очень коротком разряде электрод может прилипать к заготовке, плавление происходит чересчур интенсивно, что может привести к образованию наплывов. Длинная дуга отличается неустойчивостью горения и недостаточно высокой температурой в зоне сварки.
Неустойчивость и видимое искривление формы сварочной дуги часто можно наблюдать при работе промышленных сварочных агрегатов с достаточно массивными деталями. Это явление называется магнитным дутьем.
Суть его заключается в том, что сварочный ток дуги создает некоторое магнитное поле, которое взаимодействует с магнитным полем, создаваемым током, протекающим через массивную заготовку.
То есть, отклонение дуги вызывается магнитными силами. Дутьем процесс назван потому, что дуга отклоняется, как будто под воздействием ветра.
Радикальных способов борьбы с этим явлением нет. Для уменьшения влияния магнитного дутья применяют сварку укороченной дугой, а также располагают электрод под определенным углом.
Среда горения
Существует несколько различных сварочных технологий, использующих электродуговые разряды, отличающиеся свойствами и параметрами. Электрическая сварочная дуга имеет следующие разновидности:
- открытая. Горение разряда происходит непосредственно в атмосфере;
- закрытая. Образующаяся при горении высокая температура вызывает обильное выделение газов от сгорающего флюса. Флюс содержится в обмазке сварочных электродов;
- в среде защитных газов. В этом варианте, в зону сварки подается газ, чаще всего, это гелий, аргон или углекислый газ.
Защита зоны сварки необходима для предотвращения активного окисления плавящегося металла под воздействием кислорода воздуха.
Слой окисла препятствует образованию сплошного сварного шва, металл в месте соединения приобретает пористость, в результате чего снижается прочность и герметичность стыка.
В какой-то мере дуга сама способна создавать микроклимат в зоне горения за счет образования области повышенного давления, препятствующего притоку атмосферного воздуха.
Применение флюса позволяет более активно выдавливать воздух из зоны сварки. Использование среды защитных газов, подаваемых под давлением, решает эту задачу практически полностью.
Продолжительность разряда
Кроме критериев защищенности, дуговой разряд классифицируется по продолжительности. Существуют процессы, в которых горение дуги происходит в импульсном режиме.

В таких устройствах сварка осуществляется короткими вспышками. За время вспышки, температура успевает возрасти до величины, достаточной для локального расплавления небольшой зоны, в которой образуется точечное соединение.
Большинство же применяемых сварочных технологий использует относительно продолжительное по времени горение дуги. В течение сварочного процесса происходит постоянное перемещение электрода вдоль соединяемых кромок.
Область повышенной температуры, создающая , перемещается вслед за электродом. После перемещения сварочного электрода, следовательно, и дугового разряда, температура пройденного участка снижается, происходит кристаллизация сварочной ванны и образование прочного сварного шва.
Структура дугового разряда
Область дугового разряда условно принято делить на три участка. Участки, непосредственно прилегающие к полюсам (аноду и катоду), называют соответственно, анодным и катодным.
Центральную часть дугового разряда, расположенную между анодной и катодной областями, называют столбом дуги. Температура в зоне сварочной дуги может достигать нескольких тысяч градусов (до 7000 °C).
Хотя тепло не полностью передается металлу, его вполне хватает для расплавления. Так, температура плавления стали для сравнения составляет 1300-1500 °C.
Для обеспечения устойчивого горения дугового разряда необходимы следующие условия: наличие тока порядка 10 Ампер (это минимальное значение, максимум может достигать 1000 Ампер), при поддержании напряжения дуги от 15 до 40 Вольт .
Падение этого напряжения происходит в дуговом разряде. Распределение напряжения по зонам дуги происходит неравномерно. Падение большей части приложенного напряжения происходит в анодной и катодной зонах.
Экспериментальным путем установлено, что при , наибольшее падение напряжения наблюдается в катодной зоне. В этой же части дуги наблюдается наиболее высокий градиент температуры.
Поэтому, при выборе полярности сварочного процесса, катод соединяют с электродом, когда хотят добиться наибольшего его плавления, повысив его температуру. Наоборот, для более глубокого провара заготовки, катод присоединяют к ней. В столбе дуги падает наименьшая часть напряжения.
При производстве сварочных работ неплавящимся электродом, катодное падение напряжения меньше анодного, то есть, зона повышенной температуры смещена к аноду.
Поэтому, при этой технологии, заготовка подключается к аноду, чем обеспечивается хороший ее прогрев и защита неплавящегося электрода от излишней температуры.
Температурные зоны
 Следует заметить, что при любом виде сварки, как плавящимся, так и неплавящимся электродом, столб дуги (его центр) имеет самую высокую температуру – порядка 5000-7000 °C, а иногда и выше.
Следует заметить, что при любом виде сварки, как плавящимся, так и неплавящимся электродом, столб дуги (его центр) имеет самую высокую температуру – порядка 5000-7000 °C, а иногда и выше.
Зоны наиболее низкой температуры располагаются в одной из активных областей, катодной или анодной. В этих зонах может выделяться 60-70% тепла дуги.
Кроме интенсивного повышения температуры заготовки и сварочного электрода, разряд излучает инфракрасные и ультрафиолетовые волны, способные оказывать вредное влияние на организм сварщика. Это обусловливает необходимость применения защитных мер.
Что касается сварки переменным током, понятие полярности там не существует, так как положение анода и катода изменяется с промышленной частотой 50 колебаний в секунду.
Дуга в этом процессе обладает меньшей устойчивостью по сравнению с постоянным током, ее температура скачет. К преимуществам сварочных процессов на переменном токе, можно отнести только более простое и дешевое оборудование, да еще практически полное отсутствие такого явления, как магнитное дутье, о котором сказано выше.
Вольт-амперная характеристика
На графике представлены кривые зависимости напряжения источника питания от величины сварочного тока, называемые вольт–амперными характеристиками сварочного процесса.

Кривые красного цвета отображают изменение напряжения между электродом и заготовкой в фазах возбуждения сварочной дуги и устойчивого ее горения. Начальные точки кривых соответствуют напряжению холостого хода источника питания.
В момент возбуждения сварщиком дугового разряда, напряжение резко снижается вплоть до того периода, когда параметры дуги стабилизируются, устанавливается значение тока сварки, зависящее от диаметра применяемого электрода, мощности источника питания и установленной длины дуги.
С наступлением этого периода, напряжение и температура дуги стабилизируются, и весь процесс приобретает устойчивый характер.
Электрическая дуга представляет собой вид разряда, характеризующийся большой плотностью тока, высокой температурой, повышенным давлением газа и малым падением напряжения на дуговом промежутке. При этом имеет место интенсивное нагревание электродов (контактов), на которых образуются так называемые катодные и анодные пятна. Катодное свечение концентрируется в небольшом ярком пятне, раскаленная часть противоположного электрода образует анодное пятно.
В дуге можно отметить три области, весьма различные по характеру протекающих в них процессов. Непосредственно к отрицательному электроду (катоду) дуги прилегает область катодного падения напряжения. Далее идет плазменный ствол дуги. Непосредственно к положительному электроду (аноду) прилегает область анодного падения напряжения. Эти области схематично показаны на рис. 1.

Рис. 1. Строение электрической дуги
Размеры областей катодного и анодного падения напряжении на рисунке сильно преувеличены. В действительности их протяженность очень мала Например, протяженность катодного падения напряжения имеет величину порядка пути свободного движения электрона (меньше 1 мк). Протяженность области анодного падения напряжения обычно несколько больше этой величины.
В обычных условиях воздух является хорошим изолятором. Так, необходимое для пробоя воздушного промежутка в 1 см напряжение составляет 30 кВ. Чтобы воздушный промежуток стал проводником, необходимо создать в нем определенную концентрацию заряженных частиц (электронов и ионов).
Как возникает электрическая дуга
Электрическая дуга, представляющая собой поток заряженных частиц, в начальный момент расхождения контактов возникает в результате наличия свободных электронов газа дугового промежутка и электронов, излучаемых с поверхности катода. Свободные электроны, находящиеся в промежутке между контактами перемещаются с большой скоростью по направлению от катода к аноду под действием сил электрического поля.
Напряженность поля в начале расхождения контактов может достигать нескольких тысяч киловольт на сантиметр. Под действием сил этого поля вырываются электроны с поверхности катода и перемещаются к аноду выбивая из него электроны, которые образуют электронное облако. Созданный таким путем первоначальный поток электронов образует в дальнейшем интенсивную ионизацию дугового промежутка.
Наряду с ионизационными процессами, в дуге параллельно и непрерывно идут процессы деионизации. Процессы деионизации состоят а том, что при сближении двух ионов разных знаков или положительного иона и электрона они притягиваются и, сталкиваясь, нейтрализуются, кроме того, наряженные частицы перемещаются из области горения душ с большей концентрацией зарядов в окружающую среду с меньшей концентрацией зарядов. Все эта факторы приводят к понижению температуры дуги, к ее охлаждению и погасанию.

Рис. 2. Электрическая дуга
Дуга после зажигания
В установившемся режиме горения дут ионизационные и деионизационные процессы в ней находятся в равновесии. Ствол дуги с равным количеством свободных положительных и отрицательных зарядов характеризуется высокой степенью ионизации газа.
Вещество, степень ионизации которого близка к единице, т.е. в котором нет нейтральных атомов и молекул, называют плазмой.
Электрическая дуга характеризуется следующими особенностями:
1. Ясно очерченной границей между стволом дуги и окружающей средой.
2. Высокой температурой внутри ствола дуга, достигающей 6000 - 25000K.
3. Высокой плотностью тока и стволе дуги (100 - 1000 А/мм 2).
4. Малыми значениями анодного и катодного падения напряжения и практически не зависит от тока (10 - 20 В).
Вольт-амперная характеристика электрической дуги
Основной характеристикой дуги постоянного тока является зависимость напряжения дуги от тока, которая называется вольт-амперной характеристикой (ВАХ).
Дуга возникает между контактами при некотором напряжении (рис. 3), называемом напряжением зажигания Uз и зависящим от расстояния между контактами, от температуры и давления среды и от скорости расхождения контактов. Напряжение гашения дуги Uг всегда меньше напряжения U з.
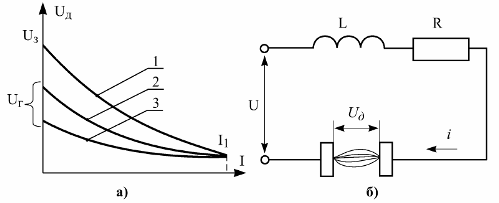
Рис. 3. Вольт-амперная характеристика дуги постоянного тока (а) и ее схема замещения (б)
Кривая 1 представляет собой статическую характеристику дуги, т.е. получаемую при медленном изменении тока. Характеристика имеет падающий характер. С ростом тока напряжение на дуге уменьшается. Это означает, что сопротивление дугового промежутка уменьшается быстрее, чей увеличивается ток.
Если с той или иной скоростью уменьшать ток в дуге от I1 до нуля и при этом фиксировать падение напряжения на дуге, то получатся кривые 2 и 3. Эти кривые носят название динамических характеристик.
Чем быстрее уменьшать ток, тем ниже будут лежать динамические ВАХ. Это объясняется тем, что при снижении тока такие параметры дуги, как сечение ствола, температура, не успевают быстро измениться и приобрести значения, соответствующие меньшему значению тока при установившемся режиме.
Падение напряжения на дуговом промежутке:
Ud = U з + EdId ,
где U з = U к + U а - околоэлектродное падение напряжения, Ed - продольный градиент напряжения в дуге, Id - дина дуги.
Из формулы следует, что с увеличением длины дуги падение напряжения на дуге будет увеличиваться, и ВАХ будет располагаться выше.
С электрической дугой борются при конструировании коммутационных электрических аппаратов. Свойства электрической дуги используются в и в .
Электрическая дуга и её свойства
Наибольшее распространение в машиностроении получила электродуговая сварка. Рассмотрим подробнее особенности электродуговой сварки.
Электрической дугой называется продолжительный разряд электрического тока между двумя электродами, происходящий в газовой среде. Электрическая дуга, используемая для сварки металлов, называется сварочной дугой. Такая дуга в большинстве случаев горит между электродом и изделием, т.е. является дугой прямого действия.
Дуга прямого действия постоянного тока, горящая между металлическим электродом (катодом) и свариваемым металлом (анодом), имеет несколько ясно различимых областей (рис.2.3). Электропроводный газовый канал, соединяющий электроды, имеет форму усеченного конуса или цилиндра. Его свойства на различных расстояниях от электродов неодинаковы. Тонкие слои газа, примыкающие к электродам, имеют сравнительно низкую температуру. В зависимости от полярности электрода, к которому они примыкают, эти слои называются катодной 2 и анодной 4 областями дуги.
Протяженность катодной области l k определяется длиной свободного пробега нейтральных атомов и составляет
̃порядка 10 -5 см. Протяженность анодной области l a определяется длиной свободного пробега электрона и составляет примерно 10 -3 см. Между приэлектродными областями располагается наиболее протяженная, высокотемпературная область разряда - столб дуги l c 3.
На поверхности катода и анода образуются пятна, называемые, соответственно, катодное 1 и анодное 5 пятно, являющиеся основаниями столба дуги, через которые проходит весь сварочный ток. Электродные пятна выделяются яркостью свечения при сравнительно невысокой их температуре (2600... 3200 К). Температура в столбе дуги достигается 6000...8000 К.
Общая длина сварочной дуги l д равна сумме длин всех трех её областей (l д =l a +l k) и для реальных условий составляет 2...6 мм.

Общее напряжение сварочной дуги, соответственно, слагается из суммы падений напряжений в отдельных областях дуги ![]() и находится в пределах от 20 до 40 В. Зависимость напряжения в сварочной дуге от её длины описывается уравнением ,
где а -
сумма падений напряжений в катодной и анодной областях, В; l д
- длина столба дуги, мм; b -
удельное падение напряжения в дуге, т.е. отнесенное к 1 мм длины столба дуги, В/мм.
и находится в пределах от 20 до 40 В. Зависимость напряжения в сварочной дуге от её длины описывается уравнением ,
где а -
сумма падений напряжений в катодной и анодной областях, В; l д
- длина столба дуги, мм; b -
удельное падение напряжения в дуге, т.е. отнесенное к 1 мм длины столба дуги, В/мм.
Одной из основных характеристик электрического дугового разряда является статическая вольт-амперная характеристика - зависимость напряжения дуги при постоянной ее длине от силы тока в ней (рис.2.4).
С увеличением длины дуги напряжение увеличивается и кривая статической вольтамперной характеристики дуги поднимается выше, примерно сохраняя при этом свою форму (кривые, а, б, в). На ней различают три области: падающую I, жесткую (почти горизонтальную) II и возрастающую III. В зависимости от условий горения дуги ей соответствует один из участков характеристики. При ручной дуговой сварке покрытыми электродами, сварке в защитных газах неплавящимся электродом и сварке под флюсом на сравнительно небольших плотностях тока характеристика дуги будет вначале падающей, а при увеличении тока полностью перейдет в жесткую. При этом с увеличением сварочного тока пропорционально увеличиваются поперечное сечение столба дуги и площади поперечного сечения анодного и катодного пятен. Плотность тока и напряжение дуги остаются постоянными.
При сварке под флюсом и в защитных газах тонкой электродной проволокой на больших плотностях тока характеристика дуги становится возрастающей. Это объясняется тем, что диаметры катодного и анодного пятен становятся равными диаметру электрода и больше увеличиваться не могут. В дуговом промежутке наступает полная ионизация газовых молекул и дальнейшее увеличение сварочного тока может происходить лишь за счет увеличения скорости движения электронов и ионов, т. е. за счет увеличения напряженности электрического поля. Поэтому для дальнейшего увеличения сварочного тока требуется увеличение напряжения дуги.
Сварочная дуга представляет собой мощный концентрированный источник теплоты. Почти вся электрическая энергия, потребляемая дугой, превращается в тепловую. Полная тепловая мощность дуги Q=I св U д (Дж/с) зависит от силы сварочного тока I св (А) и напряжения дуги U д (В).
Следует отметить, что не вся теплота дуги затрачивается на нагрев и плавление металла. Часть её бесполезно расходуется на нагрев окружающего воздуха или защитного газа, радиационное излучение и т.д. В связи с этим эффективная тепловая мощность дуги q эф
(Дж/с) (та часть теплоты сварочной дуги, которая вводится непосредственно в изделие) определяется следующим соотношением: ![]() где η - коэффициент полезного действия (КПД) процесса нагрева изделия сварочной дугой, определяемый опытным путем.
где η - коэффициент полезного действия (КПД) процесса нагрева изделия сварочной дугой, определяемый опытным путем.
Коэффициент η зависит от способа сварки, материала электрода, состава покрытия или флюса и ряда других факторов. Например, при сварке открытой дугой угольным или вольфрамовых электродом он составляет в среднем 0,6; при сварке покрытыми (качественными) электродами - около 0,75; при сварке под флюсом - 0,8 и более.
- Электри́ческая дуга́ (во́льтова дуга́, дугово́й разря́д) - физическое явление, один из видов электрического разряда в газе.
Впервые была описана в 1802 году русским учёным В. Петровым в книге «Известие о гальвани-вольтовских опытах посредством огромной батареи, состоявшей иногда из 4200 медных и цинковых кружков» (Санкт-Петербург, 1803). Электрическая дуга является частным случаем четвёртой формы состояния вещества - плазмы - и состоит из ионизированного, электрически квазинейтрального газа. Присутствие свободных электрических зарядов обеспечивает проводимость электрической дуги.
Электрическая дуга между двумя электродами в воздухе при атмосферном давлении образуется следующим образом:
При увеличении напряжения между двумя электродами до определённого уровня в воздухе между электродами возникает электрический пробой. Напряжение электрического пробоя зависит от расстояния между электродами и других факторов. Потенциал ионизации первого электрона атомов металлов составляет приблизительно 4,5 - 5 В, а напряжение дугообразования - в два раза больше (9 - 10 В). Требуется затратить энергию на выход электрона из атома металла одного электрода и на ионизацию атома второго электрода. Процесс приводит к образованию плазмы между электродами и горению дуги (для сравнения: минимальное напряжение для образования искрового разряда немногим превышает потенциал выхода электрона - до 6 В).
Для инициирования пробоя при имеющемся напряжении электроды приближают друг к другу. Во время пробоя между электродами обычно возникает искровой разряд, импульсно замыкая электрическую цепь.
Электроны в искровых разрядах ионизируют молекулы в воздушном промежутке между электродами. При достаточной мощности источника напряжения в воздушном промежутке образуется достаточное количество плазмы для значительного падения напряжения пробоя или сопротивления воздушного промежутка. При этом искровые разряды превращаются в дуговой разряд - плазменный шнур между электродами, являющийся плазменным тоннелем. Возникающая дуга является, по сути, проводником и замыкает электрическую цепь между электродами. В результате средний ток увеличивается ещё больше, нагревая дугу до 5000-50000 K. При этом считается, что поджиг дуги завершён. После поджига устойчивое горение дуги обеспечивается термоэлектронной эмиссией с катода, разогреваемого током и ионной бомбардировкой.
Взаимодействие электродов с плазмой дуги приводит к их нагреву, частичному расплавлению, испарению, окислению и другим видам коррозии.
После поджига дуга может оставаться устойчивой при разведении электрических контактов до некоторого расстояния.
При эксплуатации высоковольтных электроустановок, в которых неизбежно появление электрической дуги, борьба с ней осуществляется при помощи электромагнитных катушек, совмещённых с дугогасительными камерами. Среди других способов известны использование вакуумных, воздушных, элегазовых и масляных выключателей, а также методы отвода тока на временную нагрузку, самостоятельно разрывающую электрическую цепь.
2.1. ПРИРОДА СВАРОЧНОЙ ДУГИ
Электрическая дуга представляет собой один из видов электрических разрядов в газах, при котором наблюдается прохождение электрического тока через газовый промежуток под воздействием электрического поля. Электрическую дугу, используемую для сварки металлов, называют сварочной дугой. Дуга является частью электрической сварочной цепи, и на ней происходит падение напряжения. При сварке на постоянном токе электрод, подсоединенный к положительному полюсу источника питания дуги, называют анодом, а к отрицательному — катодом. Если сварка ведется на переменном токе, каждый из электродов является попеременно то анодом, то катодом.
Промежуток между электродами называют областью дугового разряда или дуговым промежутком. Длину дугового промежутка называют длиной дуги. В обычных условиях при низких температурах газы состоят из нейтральных атомов и молекул и не обладают электрической проводимостью. Прохождение электрического тока через газ возможно только при наличии в нем заряженных частиц — электронов и ионов. Процесс образования заряженных частиц газа называют ионизацией, а сам газ — ионизованным. Возникновение заряженных частиц в дуговом промежутке обусловливается эмиссией (испусканием) электронов с поверхности отрицательного электрода (катода) и ионизацией находящихся в промежутке газов и паров. Дуга, горящая между электродом и объектом сварки, является дугой прямого действия. Такую дугу принято называть свободной дугой в отличие от сжатой, поперечное сечение которой принудительно уменьшено за счет сопла горелки, потока газа, электромагнитного поля. Возбуждение дуги происходит следующим образом. При коротком замыкании электрода и детали в местах касания их поверхности разогреваются. При размыкании электродов с нагретой поверхности катода происходит испускание электронов — электронная эмиссия. Выход электронов в первую очередь связывают с термическим эффектом (термоэлектронная эмиссия) и наличием у катода электрического поля высокой напряженности (автоэлектронная эмиссия). Наличие электронной эмиссии с поверхности катода является непременным условием существования дугового разряда.
По длине дугового промежутка дуга разделяется на три области (рис. 2.1): катодную, анодную и находящийся между ними столб дуги.
Катодная область включает в себя нагретую поверхность катода, называемую катодным пятном, и часть дугового промежутка, примыкающую к ней. Протяженность катодной области мала, но она характеризуется повышенной напряженностью и протекающими в ней процессами получения электронов, являющимися необходимым условием для существования дугового разряда. Температура катодного пятна для стальных электродов достигает 2400-2700 °С. На нем выделяется до 38 % общей теплоты дуги. Основным физическим процессом в этой области является электронная эмиссия и разгон электронов. Падение напряжения в катодной области ик составляет порядка 12-17 В.
Анодная область состоит из анодного пятна на поверхности анода и части дугового промежутка, примыкающего к нему. Ток в анодной области определяется потоком электронов, идущих из столба дуги. Анодное пятно является местом входа и нейтрализации свободных электронов в материале анода. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нем выделяется больше теплоты, чем на катоде. Анодная область также характеризуется повышенной напряженностью. Падение напряжения в ней Ua составляет порядка 2-11 В. Протяженность этой области также мала.
Столб дуги занимает наибольшую протяженность дугового промежутка, расположенную между катодной и анодной областями. Основным процессом образования заряженных частиц здесь является ионизация газа. Этот процесс происходит в результате соударения заряженных (в первую очередь электронов) и нейтральных частиц газа. При достаточной энергии соударения из частиц газа происходит выбивание электронов и образование положительных ионов. Такую ионизацию называют ионизацией соударением. Соударение может произойти и без ионизации, тогда энергия соударения выделяется в виде теплоты и идет на повышение температуры дугового столба. Образующиеся в столбе дуги заряженные частицы движутся к электродам: электроны — к аноду, ионы — к катоду. Часть положительных ионов достигает катодного пятна, другая же часть не достигает и, присоединяя к себе отрицательно заряженные электроны, ионы становятся нейтральными атомами.
Такой процесс нейтрализации частиц называют рекомбинацией. В столбе дуги при всех условиях горения ее наблюдается устойчивое равновесие между процессами ионизации и рекомбинации. В целом столб дуги не имеет заряда. Он нейтрален, так как в каждом сечении его одновременно находятся равные количества противоположно заряженных частиц. Температура столба дуги достигает 6000-8000 °С и более. Падение напряжения в нем (Uc) изменяется практически линейно по длине, увеличиваясь с увеличением длины столба. Падение напряжения зависит от состава газовой среды и уменьшается с введением в нее легко ионизующихся компонентов. Такими компонентами являются щелочные и щелочно-земельные элементы (Са, Na, К и др.). Общее падение напряжения в дуге Uд=Uк+Ua+Uc. Принимая падение напряжения в столбе дуги в виде линейной зависимости, его можно представить формулой Uc=Elc, где Е — напряженность по длине, lc — длина столба. Значения ик, Ua, E практически зависят лишь от материала электродов и состава среды дугового промежутка и при их неизменности остаются постоянными при разных условиях сварки. В связи с малой протяженностью катодной и анодной областей можно считать практически 1с=1д. Тогда получается выражение
II}{ = а + Ы}{, (2.1)
показывающее, что напряжение дуги прямым образом зависит от ее длины, где а=ик+иа; b=E. Непременным условием получения качественного сварного соединения является устойчивое горение дуги (ее стабильность). Под этим понимают такой режим ее существования, при котором дуга длительное время горит при заданных значениях силы тока и напряжения, не прерываясь и не переходя в другие виды разрядов. При устойчивом горении сварочной дуги основные ее параметры — сила тока и напряжение — находятся в определенной взаимозависимости. Поэтому одной из основных характеристик дугового разряда является зависимость ее напряжения от силы тока при постоянной длине дуги. Графическое изображение этой зависимости при работе в статическом режиме (в состоянии устойчивого горения дуги) называют статической вольтамперной характеристикой дуги (рис. 2.2).
С увеличением длины дуги ее напряжение возрастает и кривая статической вольтамперной характеристики поднимается, выше с уменьшением длины дуги опускается ниже, качественно сохраняя при этом свою форму. Кривую статической характеристики можно разделить на три области: падающую, жесткую и возрастающую. В первой области увеличение тока приводит к резкому падению напряжения дуги. Это обусловлено тем, что с увеличением силы тока увеличивается площадь сечения столба дуги и его электропроводность. Горение дуги на режимах в этой области отличается малой устойчивостью. Во второй области увеличение силы тока не связано с изменением напряжения дуги. Это объясняется тем, что площадь сечения столба дуги и активных пятен изменяется пропорционально силе тока, в связи с чем плотность тока и падение напряжения в дуге сохраняются постоянными. Сварка дугой с жесткой статической характеристикой находит широкое применение в сварочной технологии, особенно при ручной сварке . В третьей области с увеличением силы тока напряжение возрастает. Это связано с тем, что диаметр катодного пятна становится равным диаметру электрода и увеличиваться далее не может, при этом в дуге возрастает плотность тока и падает напряжение. Дуга с возрастающей статической характеристикой широко используется при автоматической и механизированной сварке под флюсом и в защитных газах с применением тонкой сварочной проволоки.
|
|

Рис. 2.3. Статистическая вольтамперная характеристика дуги при разных скоростях подачи электродной проволоки: а — малая скорость; б — средняя скорость, в — большая скорость
При механизированной сварке плавящимся электродом иногда применяют статическую вольтамперную характеристику дуги, снятую не при постоянной ее длине, а при постоянной скорости подачи электродной проволоки (рис. 2.3).
Как видно из рисунка, каждой скорости подачи электродной проволоки соответствует узкий диапазон токов с устойчивым горением дуги. Слишком малый сварочный ток может привести к короткому замыканию электрода с изделием, а слишком большой — к резкому возрастанию напряжения и ее обрыву.




