Привет всем посетителям моего блога. Тема сегодняшней статьи электрическая дуга и защита от электрической дуги. Тема не случайная, пишу из больницы имени Склифосовского. Догадываетесь почему?
Что такое электрическая дуга
Это один из видов электрического разряда в газе (физическое явление). Также ее называют – Дуговой разряд или Вольтова дуга. Состоит из ионизированного, электрически квазинейтрального газа (плазмы).
Может возникнуть между двумя электродами при увеличении напряжения между ними, либо приближении друг к другу.
Вкратце о свойствах : температура электрической дуги, от 2500 до 7000 °С. Не маленькая температура, однако. Взаимодействие металлов с плазмой, приводит к нагреву, окислению, расплавлению, испарению и другим видам коррозии. Сопровождается световым излучением, взрывной и ударной волной, сверхвысокой температурой, возгоранием, выделением озона и углекислого газа.
В интернете есть немало информации о том, что такое электрическая дуга, каковы ее свойства, если интересно подробнее, посмотрите. Например, в ru.wikipedia.org.
Теперь о моем несчастном случае. Трудно поверить, но 2 дня назад я напрямую столкнулся с этим явлением, причем неудачно. Дело было так: 21 ноября, на работе, мне было поручено сделать разводку светильников в распаечной коробке, после чего подключить их в сеть. С разводкой проблем не возникло, а вот когда полез в щит, возникли некоторые трудности. Жаль андройд свой дома забыл, не сделал фото электрощита, а то было бы более ясно. Возможно сделаю еще, как выйду на работу. Итак, щит был очень старый — 3 фазы, нулевая шина (она же заземление), 6 автоматов и пакетный выключатель (вроде все просто), состояние изначально не вызывало доверия. Долго боролся с нулевой шиной, так как все болты были ржавые, после чего без труда посадил фазу на автомат. Все хорошо, проверил светильники, работают.
После, вернулся к щиту, чтобы аккуратно уложить провода, закрыть его. Хочу заметить, электрощит находился на высоте ~2 метра, в узком проходе и чтобы добраться до него, использовал стремянку (лестницу). Укладывая провода, обнаружил искрения на контактах других автоматов, что вызывало моргание ламп. Соответственно я протянул все контакты и продолжил осмотр остальных проводов (чтобы 1 раз сделать и не возвращаться больше к этому). Обнаружив, что один контакт на пакетнике имеет высокую температуру, решил протянуть его тоже. Взял отвертку, прислонил к винту, повернул, бах! Раздался взрыв, вспышка, меня отбросило назад, ударившись об стену, я упал на пол, ничего не видно (ослепило), щит не переставал взрываться и гудеть. Почему не сработала защита мне не известно. Чувствуя на себе падающие искры я осознал, что надо выбираться. Выбирался на ощупь, ползком. Выбравшись из этого узкого прохода, начал звать напарника. Уже на тот момент я почувствовал, что с моей правой рукой (ей я держал отвертку) что-то не так, ужасная боль ощущалась.
Вместе с напарником мы решили, что нужно бежать в медпункт. Что было дальше, думаю не стоит рассказывать, всего обкололи и в больницу. Никогда походу не забуду этот ужасный звук долгого короткого замыкания – зуд с жужжанием.
Сейчас лежу в больнице, на коленке у меня ссадина, врачи думают, что меня било током, это выход, поэтому наблюдают за сердцем. Я же считаю, что током меня не било, а ожег на руке, был нанесен электрической дугой, которая возникла при замыкании.
Что там случилось, почему произошло замыкание мне пока не известно, думаю, при повороте винта, сдвинулся сам контакт и произошло замыкание фаза-фаза, либо сзади пакетного выключателя находился оголенный провод и при приближении винта возникла электрическая дуга . Узнаю позже, если разберутся.
Блин, сходил на перевязку, так руку замотали, что пишу одной левой теперь)))

Фото без бинтов делать не стал, очень не приятное зрелище. Не хочу пугать начинающих электриков….
Какие бывают меры защиты от электрической дуги, что могло меня защитить? Проанализировав интернет, увидел, что самым популярным средством защиты людей в электроустановках от электрической дуги является термостойкий костюм. В северной Америке большой популярностью пользуются специальные автоматы фирмы Siemens, которые защищают как от электрической дуги, так и от максимального тока. В России, на данный момент, подобные автоматы используются только на высоковольтных подстанциях. В моем случае мне бы хватило диэлектрической перчатки, но сами подумайте, как в них подключать светильники? Это очень неудобно. Также рекомендую использовать защитные очки, чтобы защитить глаза.

В электроустановках борьба с электрической дугой осуществляется с помощью вакуумных и масляных выключателей, а также при помощи электромагнитных катушек совместно с дугогасительными камерами.
Это все? Нет! Самым надежным способом обезопасить себя от электрической дуги, на мой взгляд, являются работы со снятием напряжения . Не знаю как вы, а я под напряжением работать больше не буду...
На этом моя статья электрическая дуга и защита от электрической дуги заканчивается. Есть что дополнить? Оставь комментарий.
Наш сайт сварак.ру публикует сатью по данной теме. Впервые явление вольтовой дуги наблюдал русский академик Петров, получив искровой разряд.
Вольтова дуга характеризуется двумя свойствами:
- выделением большого количества теплоты
- сильным лучеиспусканием.
И то и другое свойство электрической дуги использовано в технике.
Для сварочной техники первое свойство является- положи-тельным фактором, второе - отрицательным.
В качестве электропроводов для электрического разряда могут служить любые электропроводные материалы. Чаще всего в качестве проводников употребляют угольные и графитные стержни круглого сечения (дуговые фонари).
Типичный вариант между двумя углями изображена на рисунке.
Верхний электрод присоединен к положительному полюсу машины (анод). Второй уголь соединен с отрицательным полюсом (катод).
Электрическая сварочная дуга
Температура электрической дуги, ее воздействие.
Выделение теплоты неодинаково в различных точках дуги. У положительного электрода выделяется 43% всего количества, у отрицательного 36% и в самой дуге (между электродами) остальные 21%.

Схема зон и их температуры в сварочной дуге
В связи с этим и температура на электродах неодинакова. Анод имеет около 4000° С , а катод 3400°. В среднем считают температуру электрической дуги 3500° С.
Благодаря различной температуре на полюсах вольтовой дуги угольные проводники
берутся различной толщины. Положительный уголь берется толще, отрицательный -
тоньше. Стержень дуги (средняя часть) состоит из потока электронов, выбрасываемых катодом, которые с огромной скоростью несутся к аноду. Обладая большой кинетической энергией, они ударяются о поверхность анода, преобразуя кинетическую энергию в тепловую.
Окружающий его зеленоватый ореол является местом химических реакций, происходящих между парами вещества электродов и атмосферой, в которой горит вольтова дуга.

Процесс возникновения сварочной дуги
Возникновение электрической дуги
Процесс образования вольтовой дуги представляется в следующем виде. В момент соприкосновения электродов проходящий ток выделяет большое количество тепла в месте стыка, так как здесь имеется большое электрическое сопротивление (закон Джоуля).
Благодаря этому концы проводников раскаляются до светлого накала, и после разъединения электродов катод начинает испускать электроны, которые, пролетая через воздушный промежуток между электродами, расщепляют молекулы воздуха на положительно и отрицательно заряженные частички (катионы и» а н и о н ы).
Вследствие этого воздух становится электропроводным.
В сварочной технике наибольшее применение имеет разряд между металлическими электродами, причем одним электродом являйся металлический стержень, который в то же время служит и присадочным материалом, а вторым электродом является сама свариваемая деталь.
Процесс остается тот же, что и в случае угольных электродов, но здесь появляется новый фактор. Если в угольной дуге проводники постепенно испарялись (сгорали), то в металлической дуге электроды весьма интенсивно плавятся и частично испаряются. Благодаря наличию металлических паров между электродами сопротивление (электрическое) металлической дуги ниже, чем угольной.
Угольный разряд горит при напряжении в среднем 40-60 в, тогда как напряжение металлической дуги в среднем 18-22 в (при длине 3 мм).
Длина дуги, кратер, провар.
Сам процесс дуговой электросварки протекает следующим образом.
Как только мы коснемся находящимся под напряжением электродом изделия и тотчас же отведем его на некоторое расстояние, образуется вольтова дуга и сейчас же начинается плавление основного металла и металла проводника. Следовательно, конец электрода все время находится в расплавленном состоянии, и жидкий металл с него в виде капель переходит на свариваемый шов, где металл электрода смешивается с расплавленным металлом свариваемого изделия.
Исследования показали, что таких капель переходит, с электрода около 20-30 в секунду, т. е. процесс этот совершается очень быстро.
Хотя вольтова дуга и развивает очень высокую температуру, выделение тепла ею производится на очень небольшом пространстве как раз под дугой.

Схема длинны дуги
Если мы будем рассматривать через темные стекла дугу, возбужденную металлическим электродом, то убедимся, что в месте образования дуги между электродом и основным металлом на основном металле выделяется добела нагретая поверхность, которая непосредственно под дутой имеет вид углубления, заполненного жидким металлом. Получается такое впечатление, что это углубление образовано как бы выдуванием жидкого металла дугой. Это углубление называется сварочной ванной. Она окружена металлом, нагретым до белого каления, причем температура нагрева области, прилегающей, быстро падает до красного цвета и уже на небольшом расстоянии, величина которой колеблется в зависимости от диаметра электрода и силы тока, температура сравнивается с температурой самого свариваемого предмета.
Хорошая и плохая сварочная дуга, как отличить? Полезные советы.
Расстояние между концом электрода и дном ванны, т. е. поверхностью расплавленного металла, называется длиной дуги. Эта величина имеет очень большое значение в технике сварки. Для получения хорошей сварки необходимо длину дуги брать как можно меньше, т. е. держать дугу короче, причем длина ее не должна превосходить 3-4 мм. Конечно, длина дуги не является величиной постоянной, так как конец электрода все время плавится и, следовательно, расстояние между ним и кратером увеличивалось бы; если бы электрод держать неподвижно до тех пор, пока связь не оборвалась. Поэтому при сварке необходимо все время электрод приближать по мере его плавления к основному металлу, чтобы поддержать длину дуги приблизительно постоянной в пределах 2-4 мм.
Необходимость поддержать короткую дугу (т. е. не длиннее 3-4 мм) вызывается тем, что расплавленный металл электрода поглощает при своем переходе с электрода в кратер кислород и азот из окружающего дугу воздуха, что ухудшает его механические качества (относительное удлинение и сопротивление удару). Понятно, что вредное действие воздуха будет тем меньше, чем меньше времени жидкий металл будет проходить через воздух.
Короткая:
При короткой дуге это время будет меньше, чем при длинной и, следовательно, металл электрода не успеет поглотить столько кислорода и азота, сколько могли бы, проходя большой путь из-за длинной дуги. Так как стремление каждого сварщика должно всегда заключаться в том, чтобы получить наилучший по своим качествам шов, то поэтому подержанно короткой дуги является Обязательным условием хорошей сварки. Короткую дугу можно отличить не только по виду, но также и по слуху, так как короткая дуга издает характерное сухое потрескивание, напоминающее по звуку треск масла, вылитого на раскаленную сковороду. Этот звук короткой дуги каждый сварщик должен хорошо знать.
Длинная:
При длинной дуге (т. е. при длине больше 4 мм) мы никогда не получим хорошего шва. Не говоря уже о том, что при длинной дуге будет происходить сильное окисление металла шва, сам шов также имеет очень неровный вид. Происходит это оттого, что длинный разряд является менее устойчивым, чем короткий, искра имеет стремление как бы блуждать и отклоняться в стороны от места сварки, вследствие чего нагрев от нее создается не такой, как при короткой дуге, а распространяется на большую площадь. Благодаря этому тепло, излучаемое дугой, не все идет на расплавление металла в месте сварки, а рассеивается частично напрасно по большой поверхности.
При длинной дуге получается поэтому плохой провар, и, кроме того, капли с электрода, : падая на плохо прогретое место, не сплавляются с основным металлом, а разбрызгиваются в стороны.
По внешнему виду всегда можно сразу отличить шов, сваренной короткой или длинной дугой. Правильно проваренный короткой дугой шов имеет правильные очертания, гладкую выпуклую поверхность и чистый, блестящий вид. Шов, сваренный длинной дугой, имеет неровный бесформенный вид и окружен многочисленными каплями и брызгами застывшего металла с электрода. Такой шов, конечно, совершенно негоден.
Защита от электрической дуги

Примеры защитных костюмов против электрической дуги
Если сварочные аппараты применяют дугу, то многие другие аппараты и кроме того человек должен ее избегать. Риск появления дуги на оборудовании зависит от не скольких параграфов:
- частотностью использования оборудования работником;
- опыт и знаниями работников имеющих дело с аппаратной частью
- уровень износа оборудования;
Если на человеке нет необходимого индивидуально-защитного костюма и он попадает в зону действия электрической дуги, шансы выжить довольно резко уменьшаются. Возможность получить тяжелые ожоги крайне высока.

Таблица: степень воздействия электрической дуги
Какие возможности защиты от эл. Дуги?
- соблюдайте все необходимые правила и нормы безопасности;
- в случае длительного использования защитного материала, частых стирок, костюм не должен ухудшаться; (все зависит от модели);
- ткань должна иметь максимум 2 секунды остаточного возгорания;
- вы должны надевать специальную обувь, обладающих антистатическим действием а также иметь костюм для защиты от электрической дуги .
ЛЕКЦИЯ 5
ЭЛЕКТРИЧЕСКАЯ ДУГА
Возникновение и физические процессы в электрической дуге. Размыкание электрической цепи при значительных токах и напряжениях сопровождается электрическим разрядом между расходящимися контактами. Воздушный промежуток между контактами ионизируется и становится проводящим, в нем горит дуга. Процесс отключения состоит в деионизации воздушного промежутка между контактами, т. е. в прекращении электрического разряда и восстановлении диэлектрических свойств. При особых условиях: малых токах и напряжениях, разрыве цепи переменного тока в момент перехода тока через нуль, может произойти без электрического разряда. Такое отключение называется безыскровым разрывом.
Зависимость падения напряжения на разрядном промежутке от тока электрического разряда в газах приведена на рис. 1.
Электрическая дуга сопровождается высокой температурой. Поэтому дуга – явление не только электрическое, но и тепловое. В обычных условиях воздух хороший изолятор. Для пробоя 1см воздушного промежутка требуется напряжение 30кВ. Чтобы воздушный промежуток стал проводником, необходимо создать в нем определенную концентрацию заряженных частиц: свободных электронов и положительных ионов. Процесс отделения от нейтральной частицы электронов и образования свободных электронов и положительно заряженных ионов называется ионизацией . Ионизация газа происходит под действием высокой температуры и электрического поля. Для дуговых процессов в электрических аппаратах наибольшее значение имеют процессы у электродов (термоэлектронная и автоэлектронная эмиссии) и процессы в дуговом промежутке (термическая и ударная ионизация).
Термоэлектронной эмиссией называется испускание электронов с накаленной поверхности. При расхождении контактов резко возрастают переходное сопротивление контакта и плотность тока в площадке контактирования. Площадка разогревается, расплавляется и образуется контактный перешеек из расплавленного металла. Перешеек при дальнейшем расхождении контактов разрывается и происходит испарение металла контактов. На отрицательном электроде образуется раскаленная площадка (катодное пятно), которая служит основанием дуги и очагом излучения электронов. Термоэлектронная эмиссия является причиной возникновения электрической дуги при размыкании контактов. Плотность тока термоэлектронной эмиссии зависит от температуры и материала электрода.
Автоэлектронной эмиссией называется явление испускания электронов с катода под воздействием сильного электрического поля. При разомкнутых контактах к ним приложено напряжение сети. При замыкании контактов, по мере приближения подвижного контакта к неподвижному растет напряженность электрического поля между контактами. При критическом расстоянии между контактами напряженность поля достигает 1000 кВ/мм. Такой напряженности электрического поля достаточно для вырывания электронов из холодного катода. Ток автоэлектронной эмиссии мал служит только началом дугового разряда.
Таким образом, возникновение дугового разряда на расходящихся контактах объясняется наличием термоэлектронной и автоэлектронной эмиссий. Возникновения электрической дуги при замыкании контактов происходит по причине автоэлектронной эмиссия.
Ударной ионизацией называется возникновение свободных электронов и положительных ионов при столкновении электронов с нейтральной частицей. Свободный электрон разбивает нейтральную частицу. В результате получатся новый свободный электрон и положительный ион. Новый электрон, в свою очередь, ионизирует следующую частицу. Чтобы электрон мог ионизировать частицу газа, он должен двигаться с определенной скоростью. Скорость электрона зависит от разности потенциалов на длине свободного пробега. Поэтому обычно указывается не скорость движения электрона, а минимальную разность потенциалов на длине свободного пути, чтобы электрон приобрел необходимую скорость. Эта разность потенциалов называется потенциал ионизации. Потенциал ионизации газовой смеси определяется самым низким из потенциалов ионизации входящих в газовую смесь компонентов и мало зависит от концентрации компонентов. Потенциал ионизации для газов составляет 13÷16В (азот, кислород, водород), для паров металла примерно в два раза ниже: 7,7В для паров меди.
Термическая ионизация происходит под воздействием высокой температуры. Температура ствола дуги достигает 4000÷7000 К, а иногда 15000 К. При такой температуре резко возрастает количество и скорость движущихся частиц газа. При столкновении атомы и молекулы разрушаются, образуя заряженные частицы. Основной характеристикой термической ионизации является степень ионизации, представляющая собой отношение числа ионизированных атомов к общему числу атомов в дуговом промежутке. Поддержание возникшего дугового разряда достаточным числом свободных зарядов обеспечивается термической ионизацией.
Одновременно с процессами ионизации в дуге происходят обратные процессы деионизации – воссоединения заряженных частиц и образование нейтральных молекул. При возникновении дуги преобладают процессы ионизации, в устойчиво горящей дуге процессы ионизации и деионизации одинаково интенсивны, при преобладании процессов деионизации дуга гаснет.
Деионизация происходит главным образом за счет рекомбинации и диффузии. Рекомбинацией называется процесс, при котором различно заряженные частицы, приходя в соприкосновение, образуют нейтральные частицы. Диффузия заряженных частиц представляет собой процесс выноса заряженных частиц из дугового промежутка в окружающее пространство, что уменьшает проводимость дуги. Диффузия обусловлена как электрическими, так и тепловыми факторами. Плотность зарядов в стволе дуги возрастает от периферии к центру. Ввиду этого создается электрическое поле, заставляющее ионы двигаться от центра к периферии и покидать область дуги. В этом же направлении действует и разность температур ствола дуги и окружающего пространства. В стабилизированной и свободно горящей дуге диффузия играет ничтожную роль. В дуге, обдуваемой сжатым воздухом, а также в быстро движущейся открытой дуге деионизация за счет диффузии может по значению быть близкой к рекомбинации. В дуге, горящей в узкой щели или закрытой камере, деионизация происходит за счет рекомбинации.
ПАДЕНИЕ НАПРЯЖЕНИЯ НА ЭЛЕКТРИЧЕСКОЙ ДУГЕ
Падение напряжения вдоль стационарной дуги распределяется неравномерно. Картина изменения падения напряжения U д и продольного градиента напряжения (падение напряжения на единицу длины дуги) Е д вдоль дуги приведена на рис. 2.
|
Ход характеристик U д и Е д в приэлектродных областях резко отличается от хода характеристик на остальной части дуги. У электродов, в прикатодной и прианодной областях, на промежутке порядка 10 -3 мм имеет место резкое падение напряжения, называемое прикатодным U к и прианодным U а . В прикатодной области образуется дефицит электронов из-за высокой их подвижности. В этой области образуется объемный положительный заряд, который обуславливает разность потенциалов U к , порядка 10÷20В. Напряженность поля в прикатодной области достигает 10 5 В/см и обеспечивает выход электронов с катода за счет автоэлектронной эмиссии. Кроме того, напряжение у катода обеспечивает выделение необходимой энергии для подогрева катода и обеспечения термоэлектронной эмиссии. |
Рис. 2. Распределение напряжения на стационарной дуге постоянного тока |

В прианодной области образуется отрицательный объемный заряд, обуславливающий разность потенциалов U а . Направляющиеся к аноду электроны, ускоряются и выбивают из анода вторичные электроны, которые существуют вблизи анода.
Суммарное значение
прианодного и прикатодного падений
напряжений называют приэлектродным
падением напряжения:
 и составляет 20-30В.
и составляет 20-30В.
В остальной части дуги, называемой стволом дуги, падение напряжения U д прямо пропорционально длине дуги:
 ,
,
где E СТ – продольный градиент напряжения в стволе дуги, l СТ – длина ствола дуги.
Градиент здесь постоянен вдоль ствола. Он зависит от многих факторов и может изменяться в широких пределах, достигая 100÷200 В/см.
Таким образом, падение напряжения на дуговом промежутке:
УСТОЙЧИВОСТЬ ЭЛЕКТРИЧЕСКОЙ ДУГИ ПОСТОЯННОГО ТОКА
Чтобы погаситьэлектрическую дугу постоянного тока, необходимо создать условия, при которых в дуговом промежутке процессы деионизации превосходили бы процессы ионизации при всех значениях тока.
|
Для цепи (рис. 3),
содержащей сопротивление R
,
индуктивность
L
,
дуговой
промежуток с падением напряжения U
д
,
источник постоянного тока напряжением
U
,
в переходном режиме (
где
При устойчиво
горящей дуге (стационарное состояние
Для погасания дуги
необходимо, чтобы ток в ней все время
уменьшался. Это означает, что
|
 )
справедливо уравнение Кирхгофа:
)
справедливо уравнение Кирхгофа: ,
(1)
,
(1) – падение напряжения на индуктивности
при изменении тока.
– падение напряжения на индуктивности
при изменении тока. )
выражение (1) принимает вид:
)
выражение (1) принимает вид: .
(2)
.
(2) :
:К атегория:
Сборка металлоконструкций
Электрическая дуга и ее свойства
Электрическая дуга представляет собой длительный электрический разряд, происходящий в газовом промежутке между двумя проводниками - электродом и свариваемым металлом при значительной силе тока. Непрерывно возникающая под действием стремительного потока положительных и отрицательных ионов и электронов в дуге ионизация воздушной прослойки создает необходимые условия для продолжительного устойчивого горения сварочной дуги.

Рис. 1. Электрическая дуга между металлическим электродом и свариваемым металлом: а - схема дуги, б - график напряжений дуги длиной 4 мм; 1 - электрод, 2 - ореол пламени, 3 - столб дуги, 4 - свариваемый металл, 5 - анодное пятно, 6 - расплавленная ванна, 7 - кратер, 8 - катодное пятно; h - глубина проплавления в дуге, А - момент зажигания дуги, Б - момент устойчивого горения
Дуга состоит из столба, основание которого находится в углублении (кратере), образующемся на поверхности расплавленной ванны. Дуга окружена ореолом пламени, образуемым парами и газами, поступающими из столба дуги. Столб имеет форму конуса и является основной частью дуги, так как в нем сосредоточивается основное количество энергии, соответствующее наибольшей плотности проходящего через дугу электрического тока. Верхняя часть столба, расположенная на электроде 1 (катоде), имеет небольшой диаметр и образует катодное пятно 8. Через катодное пятно излучается наибольшее количество электродов. Основание конуса столба дуги расположено на свариваемом металле (аноде) и образует анодное пятно. Диаметр анодного пятна при средних значениях сварочного тока больше диаметра катодного пятна примерно в 1,5 … 2 раза.
Для сварки применяют постоянный и переменный ток. При использовании постоянного тока минус источника тока подключают к электроду (прямая полярность) или к свариваемому изделию “”{обратная полярность). Обратную полярность применяют в тех случаях, когда нужно уменьшить выделение теплоты на свариваемом изделии: при сварке тонкого или легкоплавкого металла, чувствительных к перегреву легированных, нержавеющих и высокоуглеродистых сталей, а также при пользовании некоторыми видами электродов.
Выделяя большое количество теплоты и имея высокую темпе-оатуру. электрическая дуга вместе с тем дает очень сосредоточенный нагрев металла. Поэтому металл во время сварки остается сравнительно мало нагретым уже на расстоянии нескольких сантиметров от сварочной дуги.
Действием дуги металл расплавляется на некоторую глубину h называемую глубиной проплавления или проваром.
Возбуждение дуги происходит при приближении электрода к свариваемому металлу и замыкании им сварочной цепи накоротко. Благодаря высокому сопротивлению в точке соприкосновения электрода с металлом конец электрода быстро нагревается и начинает излучать поток электронов. Когда конец электрода быстро отводят от металла на расстояние 2…4 мм, возникает электрическая дуга.
Напряжение в дуге, т. е. напряжение между электродом и основным металлом, зависит в основном от ее длины. При одном и том же токе напряжение в короткой дуге ниже, чем в длинной. Это обусловлено тем, что при длинной дуге сопротивление ее газового промежутка больше. Возрастание же сопротивления в электрической цепи при постоянной силе тока требует увеличения напряжения в цепи. Чем выше сопротивление, тем выше должно быть и напряжение для того, чтобы обеспечить прохождение в цепи того же тока.
Дуга между металлическим электродом и металлом горит при напряжении 18… 28 В. Для возбуждения дуги требуется более высокое напряжение, чем то, которое необходимо для поддержания ее нормального горения. Это объясняется тем, что в начальный момент воздушный промежуток еще недостаточно нагрет и необходимо придать электронам большую скорость для расцепления молекул и атомов воздуха. Этого можно достичь только при более высоком напряжении в момент зажигания дуги.
График изменения тока I в дуге при ее зажигании и устойчивом горении (рис. 1, б) называется статической характеристикой дуги и соответствует установившемуся горению дуги. Точка А характеризует момент зажигания дуги. Напряжение дуги V быстро падает по кривой АБ до нормальной величины, соответствующей в точке Б устойчивому горению дуги. Дальнейшее увеличение тока (вправо от точки Б) увеличивает нагрев электрода и скорость его плавления, но не оказывает влияния на устойчивость горения дуги.
Устойчивой называется дуга, горящая равномерно, без произвольных обрывов, требующих повторного зажигания. Если дуга горит неравномерно, часто обрывается и гаснет, то такая дуга называется неустойчивой. Устойчивость дуги зависит от многих причин, основными из которых являются род тока, состав покрытия электрода, вид электрода, полярность и длина дуги.
При переменном токе дуга горит менее устойчиво, чем при постоянном. Это объясняется тем, что в тот момент, когда ток п, дает до нуля, ионизация дугового промежутка уменьшается и дуга может гаснуть. Чтобы повысить устойчивость дуги переменного тока, приходится наносить на металлический электрод ио-крытия. Пары элементов, входящих в покрытие, повышают ионизацию дугового промежутка и тем способствуют устойчивому горению дуги при переменном токе.
Длину дуги определяют расстоянием между торцом электрода и поверхностью расплавленного металла свариваемого изделия. Обычно нормальная длина дуги не должна превышать 3…4 мм для стального электрода. Такая дуга называется короткой. Короткая дуга горит устойчиво и при ней обеспечивается нормальное протекание процесса сварки. Дуга длиной больше 6 мм называется длинной. При ней процесс плавления металла электрода идет неравномерно. Стекающие с конца электрода капли металла в этом случае в большей степени могут окисляться кислородом и обогащаться азотом воздуха. Наплавленный металл получается пористым, шов имеет неровную поверхность, а дуга горит неустойчиво. При длинной дуге понижается производительность сварки, увеличивается разбрызгивание металла и количество мест непровара или неполного сплавления наплавленного металла с основным.
Перенос электродного металла на изделие при дуговой сварке плавящимся электродом является сложным процессом. После зажигания дуги (положение /) на поверхности торца электрода образуется слой расплавленного металла, который под действием сил тяжести и поверхностного натяжения собирается в каплю (положение //). Капли могут достигать больших размеров и перекрывать столб дуги (положение III ), создавая на непродолжительное время короткое замыкание сварочной цепи, после чего образовавшийся мостик из жидкого металла разрывается, дуга возникает вновь, и процесс каплеобразования повторяется.
Размеры и количество капель, проходящих через дугу в единицу времени, зависят от полярности и силы тока, химического состава и физического состояния металла электрода, состава покрытия и ряда других условий. Крупные капли, достигающие 3…4 мм, обычно образуются при сварке непокрытыми электро-дами, мелкие капли (до 0,1 мм)-при сварке покрытыми электл родами и большой силе тока. Мелкокапельный процесс обеспечивает стабильность горения дуги и благоприятствует условиям переноса в дуге расплавленного металла электрода.

Рис. 2. Схема переноса металла с электрода на свариваемый металл

Рис. 3. Отклонение электрической дуги магнитными полями (а-ж)
Сила тяжести может способствовать или препятствовать переносу капель в дуге. При потолочной и частично при вертикальной сварке сила тяжести капли противодействует переносу ее на изделие. Но благодаря силе поверхностного натяжения жидкая ванна металла удерживается от вытекания при сварке в потолочном и вертикальном положениях.
Прохождение электрического тока по элементам сварочной цепи, в том числе по свариваемому изделию, создает магнитное поле, напряженность которого зависит от силы сварочного тока. Газовый столб электрической дуги является гибким проводником электрического тока, поэтому он подвержен действию результирующего магнитного поля, которое образуется в сварочном контуре. В нормальных условиях газовый столб дуги, открыто горящей в атмосфере, расположен симметрично оси электрода. Под действием электромагнитных сил происходит отклонение дуги от оси электрода в поперечном или продольном направлении, что по внешним признакам подобно смещению факела открытого пламени при сильных воздушных потоках. Это явление называют магнитным дутьем.
Присоединение сварочного провода в непосредственной близости к дуге резко снижает ее отклонение, так как собственное круговое магнитное поле тока оказывает равномерное воздействие на столб дуги. Подвод тока к изделию в отдалении от Дуги приведет к отклонению ее вследствие сгущения силовых линий кругового магнитного поля со стороны токопровода.
1. Условия возникновения и горения дуги
Размыкание электрической цепи при наличии в ней тока сопровождается электрическим разрядом между контактами. Если в отключаемой цепи ток и напряжение между контактами больше, чем критические для данных условий, то между контактами возникает дуга , продолжительность горения которой зависит от параметров цепи и условий деионизации дугового промежутка. Образование дуги при размыкании медных контактов возможно уже при токе 0,4-0,5 А и напряжении 15 В.
Рис. 1. Расположение в стационарной дуге постоянного тока напряжения U(a) и напряженности Е(б).
В дуге различают околокатодное пространство, ствол дуги и околоанодное пространство (рис. 1). Все напряжение распределяется между этими областями U к, U сд, U а. Катодное падение напряжения в дуге постоянного тока 10-20 В, а длина этого участка составляет 10–4-10–5 см, таким образом, около катода наблюдается высокая напряженность электрического поля (105-106 В/см). При таких высоких напряженностях происходит ударная ионизация. Суть ее заключается в том, что электроны, вырванные из катода силами электрического поля (автоэлектронная эмиссия) или за счет нагрева катода (термоэлектронная эмиссия), разгоняются в электрическом поле и при ударе в нейтральный атом отдают ему свою кинетическую энергию. Если этой энергии достаточно, чтобы оторвать один электрон с оболочки нейтрального атома, то произойдет ионизация. Образовавшиеся свободные электроны и ионы составляют плазму ствола дуги.

Рис. 2. .
Проводимость плазмы приближается к проводимости металлов [у = 2500 1/(Ом×см)]/ В стволе дуги проходит большой ток и создается высокая температура. Плотность тока может достигать 10 000 А/см2 и более, а температура - от 6000 К при атмосферном давлении до 18000 К и более при повышенных давлениях.
Высокие температуры в стволе дуги приводят к интенсивной термоионизации, которая поддерживает большую проводимость плазмы.
Термоионизация - процесс образования ионов за счет соударения молекул и атомов, обладающих большой кинетической энергией при высоких скоростях их движения.
Чем больше ток в дуге, тем меньше ее сопротивление, а поэтому требуется меньшее напряжение для горения дуги, т. е. дугу с большим током погасить труднее.
При переменном токе напряжение источника питания u cд меняется синусоидально, так же меняется ток в цепи i (рис. 2), причем ток отстает от напряжения примерно на 90°. Напряжение на дуге u д, горящей между контактами выключателя, непостоянно. При малых токах напряжение возрастает до величины u з (напряжения зажигания), затем по мере увеличения тока в дуге и роста термической ионизации напряжение падает. В конце полупериода, когда ток приближается к нулю, дуга гаснет при напряжении гашения u г. В следующий полупериод явление повторяется, если не приняты меры для деионизации промежутка.
Если дуга погашена теми или иными способами, то напряжение между контактами выключателя должно восстановиться до напряжения питающей сети - u вз (рис. 2, точка А). Однако поскольку в цепи имеются индуктивные, активные и емкостные сопротивления, возникает переходный процесс, появляются колебания напряжения (рис. 2), амплитуда которых U в,max может значительно превышать нормальное напряжение. Для отключающей аппаратуры важно, с какой скоростью восстанавливается напряжение на участке АВ. Подводя итог, можно отметить, что дуговой разряд начинается за счет ударной ионизации и эмиссии электронов с катода, а после зажигания дуга поддерживается термоионизацией в стволе дуги.
В коммутационных аппаратах необходимо не только разомкнуть контакты, но и погасить возникшую между ними дугу.
В цепях переменного тока ток в дуге каждый полупериод проходит через нуль (рис. 2), в эти моменты дуга гаснет самопроизвольно, но в следующий полупериод она может возникнуть вновь. Как показывают осциллограммы, ток в дуге становится близким нулю несколько раньше естественного перехода через нуль (рис. 3, а ). Это объясняется тем, что при снижении тока энергия, подводимая к дуге, уменьшается, следовательно, уменьшается температура дуги и прекращается термоионизация. Длительность бестоковой паузы t п невелика (от десятков до нескольких сотен микросекунды), но играет важную роль в гашении дуги. Если разомкнуть контакты в бестоковую паузу и развести их с достаточной скоростью на такое расстояние, чтобы не произошел электрический пробой, то цепь будет отключена очень быстро.
Во время бестоковой паузы интенсивность ионизации сильно падает, так как не происходит термоионизации. В коммутационных аппаратах, кроме того, принимаются искусственные меры охлаждения дугового пространства и уменьшения числа заряженных частиц. Эти процессы деионизации приводят к постепенному увеличению электрической прочности промежутка u пр (рис. 3, б ).
Резкое увеличение электрической прочности промежутка после перехода тока через нуль происходит главным образом за счет увеличения прочности околокатодного пространства (в цепях переменного тока 150-250В). Одновременно растет восстанавливающееся напряжение u в. Если в любой момент u пр > u в промежуток не будет пробит, дуга не загорится вновь после перехода тока через нуль. Если в какой-то момент u пр = u в, то происходит повторное зажигание дуги в промежутке.
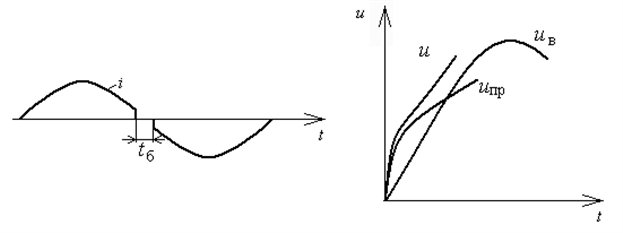
Рис. 3. :
а – погасание дуги при естественном переходе тока через нуль; б – рост электрической прочности дугового промежутка при переходе тока через нуль
Таким образом, задача гашения дуги сводится к созданию таких условий, чтобы электрическая прочность промежутка между контактами u пр была больше напряжения между ними u в.
Процесс нарастания напряжения между контактами отключаемого аппарата может носить различный характер в зависимости от параметров коммутируемой цепи. Если отключается цепь с преобладанием активного сопротивления, то напряжение восстанавливается по апериодическому закону; если в цепи преобладает индуктивное сопротивление, то возникают колебания, частоты которых зависят от соотношения емкости и индуктивности цепи. Колебательный процесс приводит к значительным скоростям восстановления напряжения, а чем больше скорость du в/dt , тем вероятнее пробой промежутка и повторное зажигание дуги. Для облегчения условий гашения дуги в цепь отключаемого тока вводятся активные сопротивления, тогда характер восстановления напряжения будет апериодическим (рис. 3, б ).
3. Способы гашения дуги в коммутационных аппаратах до 1000 В
В коммутационных аппаратах до 1 кВ широко используются следующие способы гашения дуги:
Удлинение дуги при быстром расхождении контактов.
Чем длиннее дуга, тем большее напряжение необходимо для ее существования. Если напряжение источника питания окажется меньше, то дуга гаснет.
Деление длинной дуги на ряд коротких (рис. 4, а
).
Как показано на рис. 1, напряжение на дуге складывается из катодного U
к и анодного U
а падений напряжений и напряжения ствола дуги U
сд:
U д=U к+U а+U сд=U э+ U сд.
Если длинную дугу, возникшую при размыкании контактов, затянуть в дугогасительную решетку из металлических пластин, то она разделится на N коротких дуг. Каждая короткая дуга будет иметь свое катодное и анодное падения напряжений U э. Дуга гаснет, если:
U n U э,
где U - напряжение сети; U э - сумма катодного и анодного падений напряжения (20-25 В в дуге постоянного тока).
Дугу переменного тока также можно разделить на N коротких дуг. В момент прохождения тока через нуль околокатодное пространство мгновенно приобретает электрическую прочность 150-250 В.
Дуга гаснет, если
Гашение дуги в узких щелях.
Если дуга горит в узкой щели, образованной дугостойким материалом, то благодаря соприкосновению с холодными поверхностями происходит интенсивное охлаждение и диффузия заряженных частиц в окружающую среду. Это приводит к быстрой деионизации и гашению дуги.

Рис. 4.
а – деление длинной дуги на короткие; б – затягивание дуги в узкую щель дугогасительной камеры; в – вращение дуги в магнитном поле; г – гашение дуги в масле: 1 – неподвижный контакт; 2 – ствол дуги; 3 – водородная оболочка; 4 – зона газа; 5 – зона паров масла; 6 – подвижный контакт
Движение дуги в магнитном поле.
Электрическая дуга может рассматриваться как проводник с током. Если дуга находится в магнитном поле, то на нее действует сила, определяемая по правилу левой руки. Если создать магнитное поле, направленное перпендикулярно оси дуги, то она получит поступательное движение и будет затянута внутрь щели дугогасительной камеры (рис. 4, б ).
В радиальном магнитном поле дуга получит вращательное движение (рис. 4, в ). Магнитное поле может быть создано постоянными магнитами, специальными катушками или самим контуром токоведущих частей. Быстрое вращение и перемещение дуги способствует ее охлаждению и деионизации.
Последние два способа гашения дуги (в узких щелях и в магнитном поле) применяются также в отключающих аппаратах напряжением выше 1 кВ.
4. Основные способы гашения дуги в аппаратах выше 1 кВ.
В коммутационных аппаратах свыше 1 кВ применяются способы 2 и 3 описанные в п.п. 1.3. а также широко применяются следующие способы гашения дуги:
1. Гашение дуги в масле .
Если контакты отключающего аппарата поместить в масло, то возникающая при размыкании дуга приводит к интенсивному газообразованию и испарению масла (рис. 4, г ). Вокруг дуги образуется газовый пузырь, состоящий в основном из водорода (70-80 %); быстрое разложение масла приводит к повышению давления в пузыре, что способствует ее лучшему охлаждению и деионизации. Водород обладает высокими дугогасящими свойствами. Соприкасаясь непосредственно со стволом дуги, он способствует ее деионизации. Внутри газового пузыря происходит непрерывное движение газа и паров масла. Гашение дуги в масле широко применяется в выключателях.
2. Газовоздушное дутье .
Охлаждение дуги улучшается, если создать направленное движение газов - дутье. Дутье вдоль или поперек дуги (рис. 5) способствует проникновению газовых частиц в ее ствол, интенсивной диффузии и охлаждению дуги. Газ создается при разложении масла дугой (масляные выключатели) или твердых газогенерирующих материалов (автогазовое дутье). Более эффективно дутье холодным неионизированным воздухом, поступающим из специальных баллонов со сжатым воздухом (воздушные выключатели).
3. Многократный разрыв цепи тока .
Отключение большого тока при высоких напряжениях затруднительно. Это объясняется тем, что при больших значениях подводимой энергии и восстанавливающегося напряжения деионизация дугового промежутка усложняется. Поэтому в выключателях высокого напряжения применяют многократный разрыв дуги в каждой фазе (рис. 6). Такие выключатели имеют несколько гасительных устройств, рассчитанных на часть номинального на пряжения. Число разрывов на фазу зависит от типа выключателя и его напряжения. В выключателях 500-750 кВ может быть 12 разрывов и более. Чтобы облегчить гашение дуги, восстанавливающееся напряжение должно равномерно распределяться между разрывами. На рис. 6 схематически показан масляный выключатель с двумя разрывами на фазу.
пряжения. Число разрывов на фазу зависит от типа выключателя и его напряжения. В выключателях 500-750 кВ может быть 12 разрывов и более. Чтобы облегчить гашение дуги, восстанавливающееся напряжение должно равномерно распределяться между разрывами. На рис. 6 схематически показан масляный выключатель с двумя разрывами на фазу.
При отключении однофазного КЗ восстанавливающееся напряжение распределится между разрывами следующим образом:
U 1/U 2 = (C 1+C 2)/C 1
где U 1 ,U 2 - напряжения, приложенные к первому и второму разрывам; С 1 – емкость между контактами этих разрывов; C 2 – емкость контактной системы относительно земли.

Рис. 6. Распределение напряжения по разрывам выключателя: а – распределение напряжения по разрывам масляного выключателя; б – емкостные делители напряжения; в – активные делители напряжения.
Так как С 2 значительно больше C 1, то напряжение U 1 > U 2 и, следовательно, гасительные устройства будут работать в неодинаковых условиях. Для выравнивания напряжения параллельно главным контактам выключателя (ГК) включают емкости или активные сопротивления (рис. 16, б , в ). Значения емкостей и активных шунтирующих сопротивлений подбирают так, чтобы напряжение на разрывах распределялось равномерно. В выключателях с шунтирующими сопротивлениями после гашения дуги между ГК сопровождающий ток, ограниченный по значению сопротивлениями, разрывается вспомогательными контактами (ВК).
Шунтирующие сопротивления уменьшают скорость нарастания восстанавливающегося напряжения, что облегчает гашение дуги.
4. Гашение дуги в вакууме .
Высокоразреженный газ (10-6-10-8 Н/см2) обладает электрической прочностью, в десятки раз большей, чем газ при атмосферном давлении. Если контакты размыкаются в вакууме, то сразу же после первого прохождения тока в дуге через нуль прочность промежутка восстанавливается и дуга не загорается вновь.
5. Гашение дуги в газах высокого давления .
Воздух при давлении 2 МПа и более обладает высокой электрической прочностью. Это позволяет создавать достаточно компактные устройства для гашения дуги в атмосфере сжатого воздуха. Еще более эффективно применение высокопрочных газов, например шестифторисгой серы SF6 (элегаз). Элегаз обладает не только большей электрической прочностью, чем воздух и водород, но и лучшими дугогасящими свойствами даже при атмосферном давлении.




