Все знают, что такое паяльник, и для чего он нужен, но не все умеют им пользоваться. А инструмент это весьма полезный не только в телевизионной мастерской, но и в домашнем хозяйстве. С его помощью можно качественно восстановить оборванный кабель, отремонтировать электроинструмент, бытовую технику и многое другое. Однако паяльником надо уметь орудовать, а также надо уметь правильно подобрать расходные материалы.
Если речь не идет о пайке микросхем и высоковольтного оборудования, то сам процесс не представляет какой-либо сложности. Большинство бытовых задач можно выполнить самостоятельно, не обращаясь к специалисту.
Устройство паяльника
Электрический паяльник обязательно имеет нагреватель. Нагреватель может быть нихромовым или керамическим. Керамические нагреватели по-своему хороши, но они довольно требовательны к условиям работы. Поэтому для домашнего хозяйства лучше всего подойдут электрические паяльники со спиральным нагревателем (ЭПСН). Это довольно неприхотливые и, что немаловажно, недорогие приборы.
Рабочей частью паяльника является жало. Нагреватель доводит его до высокой температуры, позволяющей плавить оловянный припой, которым ведется пайка. На корпусе паяльника обычно имеется винт, который фиксирует жало и с помощью которого можно регулировать его вылет. Ручка паяльника имеет расширение или отдельный фартук, который не дает руке даже случайно соскользнуть на разогретую часть.

В последние годы появились компактные газовые паяльники, сразу составившие конкуренцию паяльникам электрическим. Заправляются они очищенным бутаном, точно таким же, который используется для заправки зажигалок. Пайка газовым паяльником происходит за счет воздействия открытого пламени миниатюрного сопла. Температура пламени может регулироваться в пределах 750-1200°С. На одной заправке паяльник может работать 60-90 минут в зависимости от настройки. Такой инструмент способен полностью заменить электрический паяльник мощностью 150 Вт. Для бытовых нужд его более чем достаточно, если, конечно, речь не идет о пайке труб или кастрюль.
Выбор паяльника
Прежде всего, надо определить, для каких целей приобретается паяльник. Для дома обычно берут прибор, которым можно спаять кабели, провода, починить штекеры аппаратуры и т.д. Для этих целей подойдет прибор мощностью 25 Вт. Более мощные приборы применяются при пайке массивных деталей, а это уже промышленное применение. В то же время не стоит покупать слишком маломощные паяльники на 5-15 Вт. Они предназначены для пайки микросхем и тонкой аппаратуры, например для ремонта мобильных телефонов.
Обращают внимание при покупке паяльника для дома и на его входящее напряжение. Необходимо, чтобы это был прибор, работающий от 220 В, а не от 12 или 24…. Желательно чтобы у паяльника была вилка европейского образца. Современные дома уже все чаще оснащаются заземлением, которое в данном случае исключит электротравму при пробое на корпус.
Если жало в паяльнике извлекается, значит, при необходимости его можно заменить. Узнать это очень просто - паяльники со сменным жалом имеют болт (болты) фиксации на корпусе. Болт позволяет регулировать длину вылета, а она в свою очередь влияет на температуру открытой части.
Жала бывают медными и никелированными. Последние не обгорают, поэтому практически не нуждаются в уходе. Однако они несколько дороже. Красномедные жала время от времени необходимо чистить от припоя и править напильником. Никаких сложностей в этих операциях нет - берется напильник и с его помощью жалу придается требуемая форма. Желательно делать это при снятом жале, зажатом в тисках.
Что касается формы паяльников, то кроме классической «ручечной» формы в продаже можно встретить так называемые «пистолеты». Разница между ними только в форме ручки. Пистолетными бывают также быстроразогревающиеся паяльники с трансформатором, но они уже относятся к приборам профессионального класса. Многие специалисты считают, что классическая форма паяльника удобнее в работе.

Расходники для пайки
Припой . Соединение деталей при помощи пайки подразумевает использование припоя - сплава олова со свинцом. Процесс пайки можно сравнить с горячим склеиванием. Клеем в таком случае выступает припой.
Пропорции олова и свинца в припоях могут быть разными. Производители наносят маркировку, где цифрой обозначается процент олова, например ПОС-61 - припой оловянно-свинцовый, в котором содержание олова составляет 61%. Припой из такого сплава будет плавиться при температуре 180°С. Это намного меньше, чем температура плавления меди или алюминия, паять которые приходится чаще всего.
Изменения соотношения свинца и олова отражается и на температуре плавления припоя. Например, если олова в припое 40%, то температура плавления у такого сплава составит 240°С, а если олова 90%, то сплав начинает плавиться только при 310°С.
Маркировка припоев импортного производства отличается от отечественной. Чтобы понять, что за сплав перед вами, необходимо заглянуть в сопроводительные документы или поискать расшифровку маркировки в сети Интернет. Однако при бытовой пайке сплав припоя особого значения не имеет. Самый тугоплавкий припой плавится при 300°С, что также ниже t(пл.) меди или алюминия. Но работать легче всего с легкоплавкими припоями, поэтому следует отдавать предпочтение сбалансированным припоям, где олова и свинца примерно одинаково.

Удобнее всего пользоваться припоем в виде проволоки диаметром 1-3 мм. В продаже встречаются припои в виде трубки, заполненной флюсом. Такой припой - на любителя; многие специалисты отдают предпочтение простому проволочному припою, который оставляет возможность точнее дозировать припой и флюс.
Флюс необходим для защиты металлических деталей от теплового окисления. Медное жало паяльника быстро окисляется, в результате чего на нем образуется неметаллическая пленка, к которой плохо пристает припой. Флюс удаляет пленку окислов и способствует равномерному распределению припоя. Обработка деталей и контактов флюсом называется лужением.

Встречаются два вида флюсов - кислотные и некислотные. Кислотные флюсы чаще всего используют при пайке железных сплавов (чугун, сталь). После работы с кислотным флюсом необходимо удалить его остатки, чтобы кислота не разъедала металл. Работать с кислотными флюсами нужно очень осторожно, т.к. кислота легко разъедает кожу.
Из некислотных флюсов наиболее распространена канифоль - очищенная сосновая сера. Для большинства бытовых задач канифоли вполне достаточно. Качественная канифоль прозрачна и имеет янтарный цвет; она не так быстро пачкает жало и не сильно дымит. Можно также иметь под рукой ортофосфорную кислоту для случаев, когда окисление значительное.
Технология пайки

Когда нужно припаять одну деталь к другой, спаять контакт или концы проводов, наша задача заключается в том, чтобы закрепить спайку припоем.
- Хороший контакт и прочность спайки зависит от качества выполнения работы. Спаиваемые детали должны быть хорошо очищены, обезжирены и прогреты.
- Если выполняется пайка электрического провода или любых других электродеталей, необходимо убедиться в том, что они не находятся под напряжением.
- Производить пайку лучше всего под кухонной вытяжкой, чтобы дым канифоли сразу удалялся из помещения.
- Очень важно не перегреть спаиваемые детали. Сами они вряд ли расплавятся от паяльника, но пластик (например, изоляция провода) может пострадать от высокой температуры. Поэтому время воздействия высокой температуры на детали должно быть минимальным. Желательно произвести пайку в один заход.
- Соединяемые пайкой детали нужно залудить - обработать флюсом и припоем. Залуженные провода перестают гнуться, поэтому их скручивают без лужения и только потом паяют.
- При сращивании кабелей или проводов производят зачистку концов от изоляции, зачищают сам провод механически и обрабатывают флюсом при помощи паяльника. Чтобы качественно изолировать спаянные провода необходимо предварительно надеть на них кембрики из термоусадочного полимера. После этого концы провода свивают между собой и фиксируют припоем, который в итоге должен покрыть всю контактную часть.
- Место спайки закрывается термоусадочным кембриком, который после нагрева обволакивает спайку и надежно ее изолирует от контакта с другими проводами.
- Проволочный припой удобно подавать к месту спайки, а не набирать олово жалом. Но поскольку у человека только две руки, подавать припой получается только в том случае, если детали надежно зафиксированы. Не пытайтесь паять навису - только зря потратите время и нервы. Лучше сначала зафиксировать зажимом спаиваемые детали, а уже потом их паять.
Вот собственно и вся технология. Как видите, она нехитрая. Главное - соблюсти несколько простых правил и понимать, что для чего делается и в каком порядке.
 Как правильно паять?
Как правильно паять?
Прежде чем начать рассматривать вопрос: ”Как правильно паять?” Нужно обозначить одно но…
Пайка бывает разная . Нужно понимать, что существует большая разница в методике пайки здоровенного резистора мощностью 2 Ватта на обычную печатную плату и, например, микросхемы BGA на многослойную плату сотового телефона.
Если в первом случае можно обойтись простейшим электрическим паяльником мощностью 40 Ватт, твёрдой канифолью и припоем, то во втором случае потребуется применение таких приборов, как термовоздушная станция, безотмывочный флюс, паяльная паста, трафареты и, возможно, станция нижнего подогрева плат.
Как видим, разница существенная.
В каждом конкретном случае нужно выбирать тот метод пайки, который является наиболее подходящим для конкретного вида монтажа . Так для пайки микросхем в планарном корпусе лучше применять термовоздушную пайку, а для монтажа обычных выводных резисторов, крупногабаритных электролитических конденсаторов стоит применять контактную пайку электрическим паяльником.
Рассмотрим простейшие правила обычной контактной пайки.
Для начала начинающему радиолюбителю вполне достаточно освоить обычную контактную пайку простейшим и самым дешёвым электрическим паяльником с медным жалом.
Сперва необходимо приготовить минимальный наборчик для пайки и паяльный инструмент. О том, как подготовить электрический паяльник к работе уже рассказывалось в статье о подготовке и уходе за паяльником .
Многие считают, что для пайки лучше использовать паяльник с невыгораемым жалом. В отличие от медного, невыгораемое жало не требует периодического затачивания и лужения, так как на его поверхности не образуются углублений – раковин.

Выгоревшее жало паяльника
(для наглядности медное жало предварительно обработано напильником).
На фото видно, что край медного жала неровный, а образовавшиеся углубления заполнены застывшим припоем.
Невыгораемое жало у широко распространённых паяльников, как правило, имеет конусообразную форму. Такое жало не смачивается расплавленным припоем, то есть с его помощью на жало нельзя брать припой. При работе таким паяльником припой к месту пайки доставляется с помощью тонкого проволочного припоя.
Понятно, что использовать припой в кусочках или стержнях при пайке паяльником с невыгораемым жалом затруднительно и неудобно. Поэтому тем, кто хочет научиться паять, лучше начинать свою практику с обычного электрического паяльника с медным жалом. Недостатки его использования легко компенсируются такими удобствами, как лёгкость использования припоев в любом исполнении (проволочном, стержневом, кусковом и т.п), возможность изменения формы медного жала.
Электрический паяльник с медным жалом удобен тем, что с его помощью можно легко дозировать количество припоя, которое необходимо донести к месту пайки.
Чистота спаиваемых поверхностей.
Первое правило качественной пайки – это чистота спаиваемых поверхностей. Даже у новых радиодеталей, купленных в магазине, выводы покрываются окислами и загрязнениями. Но с этими незначительными загрязнениями, как правило, справляется флюс, который применяют в процессе пайки. Если же видно, что выводы радиодеталей или медные проводники сильно загрязнены или покрыты окислом (зеленоватого или тёмно-серого цвета), то перед пайкой их нужно очистить либо перочинным ножом, либо наждачной бумагой.
Особенно это актуально, если при сборке электронного устройства применяются радиодетали, бывшие в употреблении. На их выводах обычно образуется тёмный налёт. Это окисел, который будет препятствовать пайке.
Лужение.
Перед пайкой поверхность выводов необходимо залудить – покрыть тонким и ровным слоем припоя. Если обратить внимание на выводы новых радиодеталей, то в большинстве случаев можно заметить, что их выводы и контакты залужены. Пайка лужёных выводов происходит быстрее и качественнее, так как отпадает необходимость в предварительной подготовке выводов к пайке.
Чтобы залудить медный проводник для начала удаляют с его поверхности изоляцию и очищают от загрязнений, если таковые имеются. Затем нужно обработать поверхность пайки флюсом. Если в качестве флюса применяется кусковая канифоль, то медный провод можно положить на кусок канифоли и коснуться провода хорошо прогретым жалом паяльника. Предварительно на жало паяльника необходимо взять немного припоя.
Далее движением вдоль провода распределяем расплавленный припой по поверхности проводника, стараясь как можно лучше и равномернее прогреть сам проводник. При этом кусковая канифоль плавиться и начинает испаряться под действием температуры. На поверхности проводника должно образоваться ровное покрытие оловянно-свинцовым припоем без комочков и катышков.

Расплавившаяся канифоль способствует уменьшению поверхностного натяжения расплавленного припоя и улучшает смачиваемость спаиваемых поверхностей. Благодаря флюсу (в данном случае – канифоли) обеспечивается равномерное покрытие проводника тонким слоем припоя. Также флюс способствует удалению загрязнений и предотвращает окисление поверхности проводников во время прогрева их паяльником.
Прогрев жала паяльника до рабочей температуры.
Перед началом пайки необходимо включить электрический паяльник и подождать, пока его жало хорошо прогреется и температура его достигнет значения 180 – 240 0 C.
Так как у обычного паяльника нет индикации температуры жала, то судить о достаточном нагреве жала можно по вскипанию канифоли.
Для проверки нужно кратковременно коснуться кусочка канифоли нагретым жалом. Если канифоль плохо плавиться и медленно растекается по жалу паяльника, то он ещё недогрет. Если же происходит вскипание канифоли и обильное выделение пара, то паяльник готов к работе.
В случае пайки недогретым паяльником, припой будет иметь вид кашицы, будет быстро застывать, а поверхность паяного контакта будет иметь шероховатый вид с тёмно – серым оттенком. Такая пайка является некачественной и быстро разрушается.
Качественный паяный контакт имеет характерный металлический глянец, а его поверхность ровная и блестит на солнце.
Также при пайке различных радиодеталей стоит обращать внимание на площади спаиваемых поверхностей. Чем больше площадь проводника, например, медной дорожки на печатной плате, тем мощнее должен быть паяльник. При пайке происходит теплопередача и кроме самого места пайки происходит и побочный прогрев радиодетали или печатной платы .
Если от места пайки происходит существенный теплоотвод, то маломощным паяльником невозможно хорошо прогреть место пайки и припой очень быстро остывает, превращаясь в рыхлую субстанцию. В таком случае нужно либо дольше нагревать спаиваемые поверхности (что не всегда возможно или не приводит к желаемому результату), либо применять более мощный паяльник.
Для пайки малогабаритных радиоэлементов и печатных плат с плотным монтажом лучше использовать паяльник мощностью не более 25 Ватт. Обычно в радиолюбительской практике используются паяльники мощностью 25 – 40 Ватт с питанием от сети переменного тока 220 вольт. При эксплуатации электрического паяльника стоит регулярно проверять целостность изоляции сетевого шнура , так как в процессе работы нередки случаи её повреждения и случайного оплавления разогретыми частями паяльника.
При запаивании либо выпаивании радиодетали с печатной платы желательно следить за временем пайки и ни в коем случае не перегревать печатную плату и медные дорожки на её поверхности свыше 280 0 C.
Если произойдёт перегрев платы, то она может деформироваться в месте нагрева, произойдёт расслоение или вздутие, отслоятся печатные дорожки в месте нагрева.
Температура свыше 240-280 0 C является критической для большинства радиоэлементов. Перегрев радиодеталей во время пайки может вызвать их порчу.
При спайке деталей очень важно жёстко их зафиксировать. Если этого не сделать, то любая вибрация или смещение нарушит качество пайки, так как припою требуется несколько секунд для того чтобы затвердеть.
Для того чтобы качественно производить пайку деталей “на весу” и избежать смещения или вибрации во время остывания паяного контакта можно использовать приспособление, которое в быту радиолюбителей называется “третья рука ”.

"Третья рука"
Такое нехитрое устройство позволит не только легко и без особых усилий производить пайку деталей, но и избавит от ожогов, которые можно получить, если придерживать детали во время пайки рукой.

"Третья рука" в работе
Меры безопасности при пайке.
В процессе пайки довольно легко получить пусть и небольшой, но ожог. Чаще всего ожогам подвергаются пальцы и кисти рук. Причиной ожогов, как правило, является спешка и плохая организация рабочего места.
Нужно помнить, что в процессе пайки не стоит прикладывать больших усилий к паяльнику. Нет смысла давить им на печатную плату в надежде быстрого расплавления паяного контакта. Нужно дождаться, когда температура в месте пайки достигнет необходимой . В противном случае возможно соскальзывание жала паяльника с платы и случайное касание раскалённым металлом пальцев рук или ладони. Поверьте, ожоговые раны очень долго заживают !
Также стоит держать глаза подальше от места пайки. Нередки случаи, что при перегреве печатная дорожка на плате отслаивается с характерным вспучиванием, что ведёт к разбрызгиванию мельчайших капелек расплавленного припоя. Если есть защитные очки, то стоит применить их. Как только будет получен достаточный опыт пайки, то от защитных очков можно отказаться.
Производить пайку желательно в хорошо проветриваемом помещении. Пары свинца и канифоли вредны для здоровья. Если нет возможности проветривать помещение, то стоит делать перерывы между работой.
Пошаговое освоение навыков пайки

Перед теми, кто совсем недавно начал своё знакомство с электроникой встаёт на первый взгляд простая задача – научиться правильно паять .
Казалось бы, всё просто – взял паяльник, припой, канифоль, и можно начинать собирать какое-нибудь интересное устройство. Но, чтобы собрать электронную самоделку, нужно обладать навыками качественной и надёжной пайки.
Работоспособность любого электронного устройства в первую очередь зависит от надёжности электрических соединений и паянных в том числе. Навыки качественной пайки приходят с опытом. Поэтому необходима тренировка . С чего же начать?
Чтобы научиться паять, в первую очередь необходимо ознакомиться с теорией. Это потребует немного времени сейчас и сбережёт его в будущем. Вот что потребуется знать, для того, чтобы приступить к освоению навыков пайки.
Минимальный набор для пайки: паяльник, припой, канифоль, подставка для паяльника.
Припои. Свойства и характеристики оловянно - свинцовых припоев.
В последнее время на прилавках радиомагазинов появился бессвинцовой припой (Lead free). Его активно применяют при сборке бытовой радиоаппаратуры. Припой без свинца отличается своими свойствам от широко распространённого оловянно-свинцового. О бессвинцовых припоях читайте .
Также в процессе пайки и сборки потребуется монтажный инструмент.
После лёгкого прочтения теории, можно смело приступать к пайке. Для тренировки навыков можно спаять куб. Сперва может показаться, что это дело простое, но на самом деле это не так.

Куб, спаянный из медного провода
Берём медную проволоку сечением около 1 миллиметра. Если провод лакированный, то предварительно нужно удалить изоляцию. Делать это лучше с помощью перочинного ножа и мелкой наждачной бумаги. Поверхность проволоки нужно тщательно зачистить, чтобы остатки лакового покрытия не мешали лужению проводника. Даже небольшие участки лаковой изоляции, случайно оставшиеся после зачистки, будут препятствовать дальнейшему лужению. Далее залуживаем медную проволоку. О лужении провода можно прочесть .

В процессе лужения можно использовать жидкий флюс, например, ЛТИ-120. Продаётся в магазине радиотоваров в тюбиках. Может комплектоваться кисточкой или диспенсером (типа, как пипетка для нанесения флюса капелькой).

ЛТИ - 120
Жидкий флюс быстро высыхает. Поэтому некоторые слегка подсушивают его для придания более густой консистенции.
Для облегчения процесса спайки двух проводников под необходимым углом можно воспользоваться “третьей рукой”. Третья рука весьма полезное приспособление. Оно поможет сберечь пальцы рук от случайных ожогов, которые можно получить придерживая детали или проводники пальцами.

Если не удаётся купить такой девайс, то что-то подобное можно собрать, используя зажимы типа “крокодил” и несколько металлических деталей.
Выпаивание радиодеталей.
Потренироваться в выпаивании радиодеталей можно на печатных платах от неисправной аппаратуры. Для этих целей подойдёт старый ненужный телевизор, например, типа 3УСЦТ. Таких телевизоров было наштамповано огромное количество в советское время. На печатных платах таких телевизоров все радиодетали смонтированы методом монтажа в отверстия - THT (от англ. –Through Hole Technology).
В подавляющем большинстве современной радиоаппаратуры применяется монтаж SMT или смешанный (SMT + THT). Демонтаж радиоэлементов с печатных плат, собранных методом SMT осложняется тем, что SMD элементы (конденсаторы, диоды, резисторы) имеют очень малые размеры и для их выпаивания требуется специальное оборудование. Поэтому практиковаться в выпаивании всевозможных радиодеталей с печатных плат легче начинать с плат, выполненных методом монтажа в отверстия.
Если особых трудностей с выпаиванием обычных радиодеталей не возникло, можно приступить к тренировке навыков пайки элементов SMD. В современной электронике монтаж радиодеталей на поверхность очень популярен и эта тенденция будет сохраняться – детали будут всё мельче и мельче.

Для пайки SMD компонентов желательно обзавестись термовоздушной паяльной станцией.
Подробнее о термовоздушной паяльной станции читайте .
Выпаять SMD элементы с платы обычным паяльником очень сложно, а многовыводные детали вроде микросхем вообще нереально, поэтому станция пайки горячим воздухом просто необходима. Она упрощает процесс монтажа и демонтажа многовыводных планарных микросхем, миниатюрных SMD-транзисторов, резисторов и конденсаторов. Если вы занимаетесь радиоэлектроникой и планируете освоить ремонт электроники и, например, ремонт сотовых телефонов , то не сомневайтесь в том, что термовоздушная паяльная станция вам пригодиться.
Также не стоит забывать о правилах безопасности. Желательно, чтобы помещение, в котором происходит пайка, проветривалось. Старайтесь не вдыхать пары канифоли.
Не перегревайте печатную плату. Это исключить её вспучивание и расслоение. Также стоит оберегать глаза и лицо. Не редки случаи, что выводы деталей пружинят под действием сил упругости, разбрызгивая капельки жидкого припоя во все стороны. Похожая ситуация происходит и при перегреве печатной платы, когда медные дорожки отслаиваются, а жидкий припой разбрызгивается по сторонам. Старайтесь избегать таких случаев!
Лучше унция практики, чем тонны наставлений!
Каждый начинающий электронщик задавался вопросом: «А как паять микросхемы, ведь расстояние между их выводами бывает очень маленькое?» Про различные типы корпусов микросхем можно прочитать в этой статье. Ну а в этой статье я покажу, как паяю микросхемы, выводы которых находятся по периметру микросхемы. У каждого электронщика свой секрет пайки таких микросхем. В этой статье я покажу свой способ.
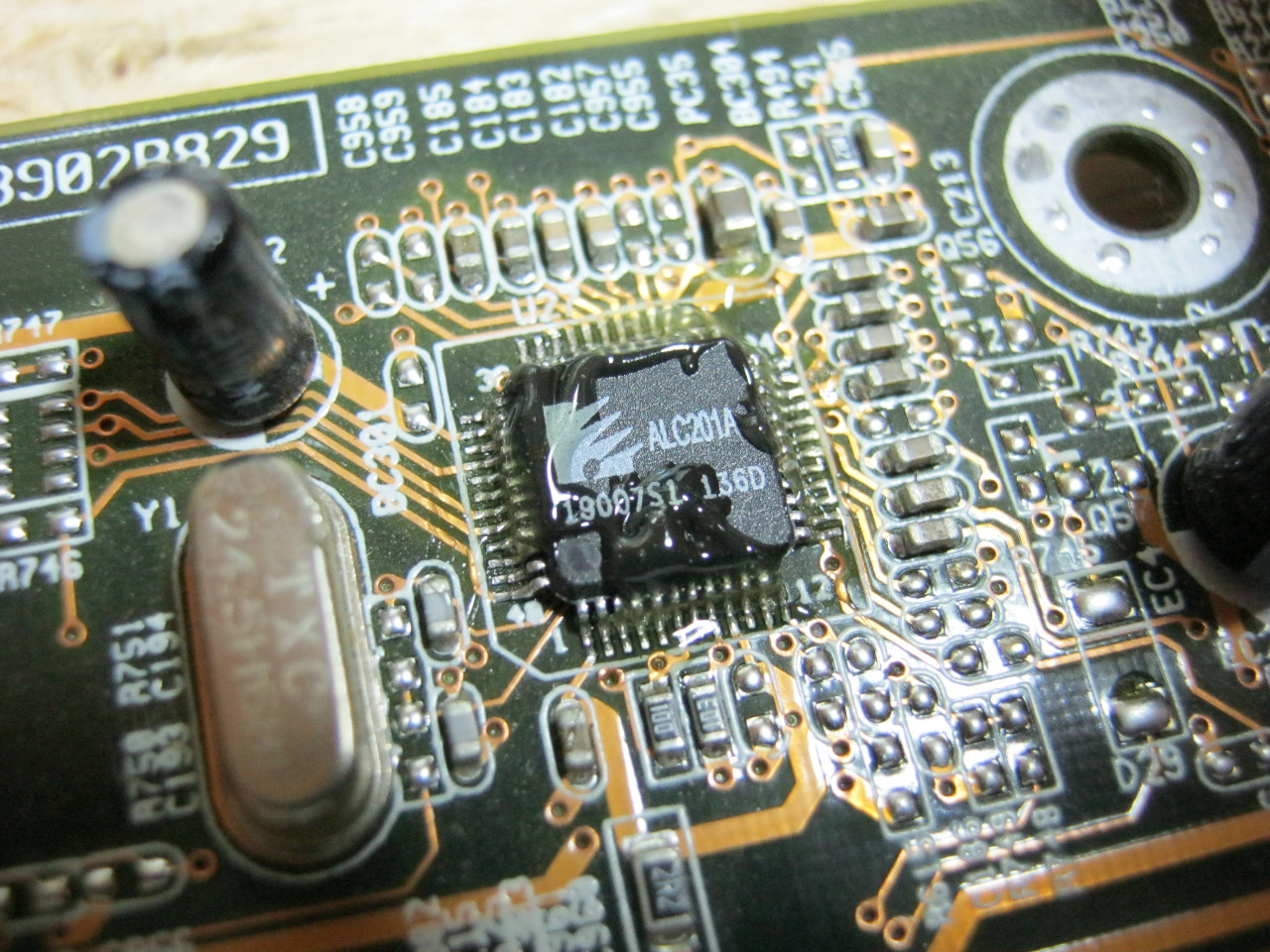
Демонтаж старой микросхемы
У каждой микросхемы имеется так называемый «ключ». Я его выделил в красном кружочке.
Это метка, с которой начинается нумерация выводов. В микросхемах выводы считаются против часовой стрелки. Иногда на самой печатной плате указано, как должна быть припаяна микросхема, а также показаны номера выводов. На фото мы видим, что краешек белого квадрата на самой печатной плате срезан, значит, микросхема должна стоять в эту сторону ключом. Но чаще все-таки не показывают. Поэтому, перед тем как отпаять микросхему, обязательно запомните как она стояла или сфотографируйте ее, благо мобильный телефон всегда под рукой.
Для начала все дорожки обильно смазываем гелевым флюсом Flux Plus.

Готово!
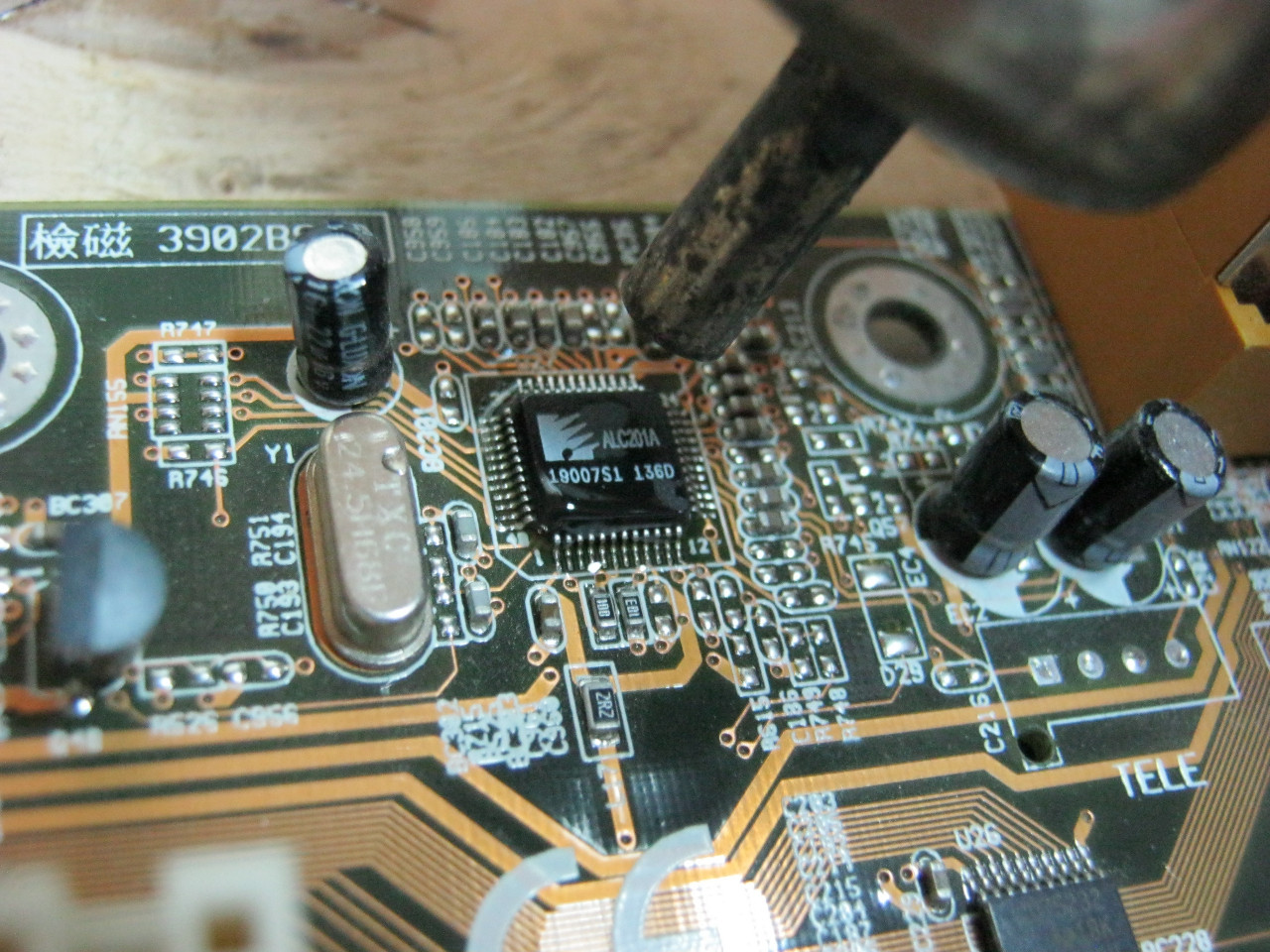
Выставляем температуру фена на 330-350 градусов и начинаем «жарить» нашу микросхему спокойными круговыми движениями по периметру.
Хочу похвастаться одной штучкой. У меня она шла в комплекте сразу с паяльной станцией. Я ее называю экстрактор микросхем.

В настоящее время китайцы доработали этот инструмент, и сейчас он выглядит примерно вот так:

Вот так выглядят для него насадки

Купить можно по этой ссылке .
Как только видим, что припой начинает плавиться, беремся за край микросхемы и начинаем ее приподнимать.
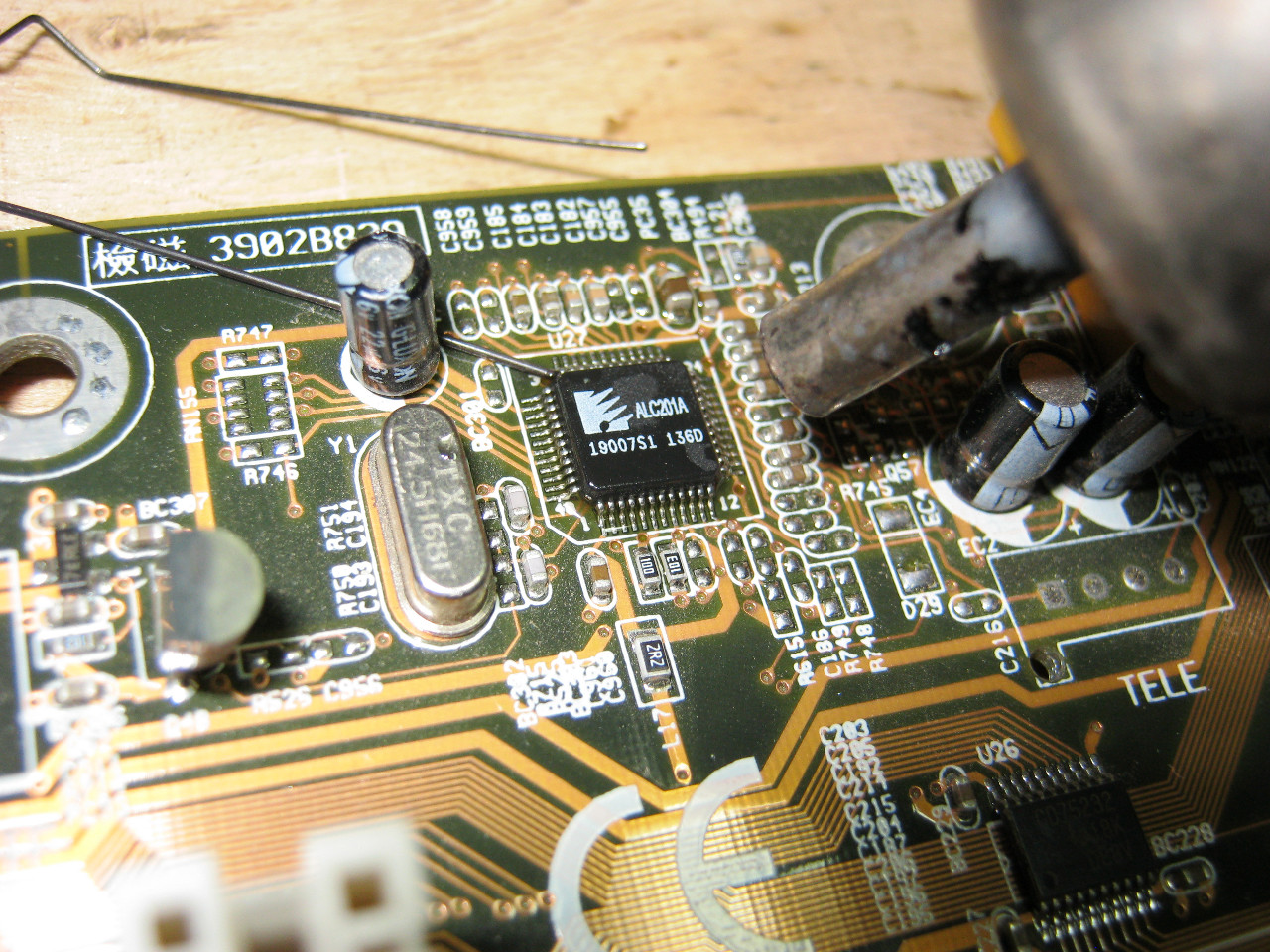
Усики экстрактора микросхемы обладают очень большим пружинящим эффектом. Если мы будем поднимать микросхему какой-нибудь железякой, например, пинцетом, то у нас есть все шансы вырвать вместе с микросхемой и контактные дорожки (пятачки). Благодаря пружинящим усикам, микросхема отпаяется от платы только в тот момент, когда припой будет полностью расплавлен.
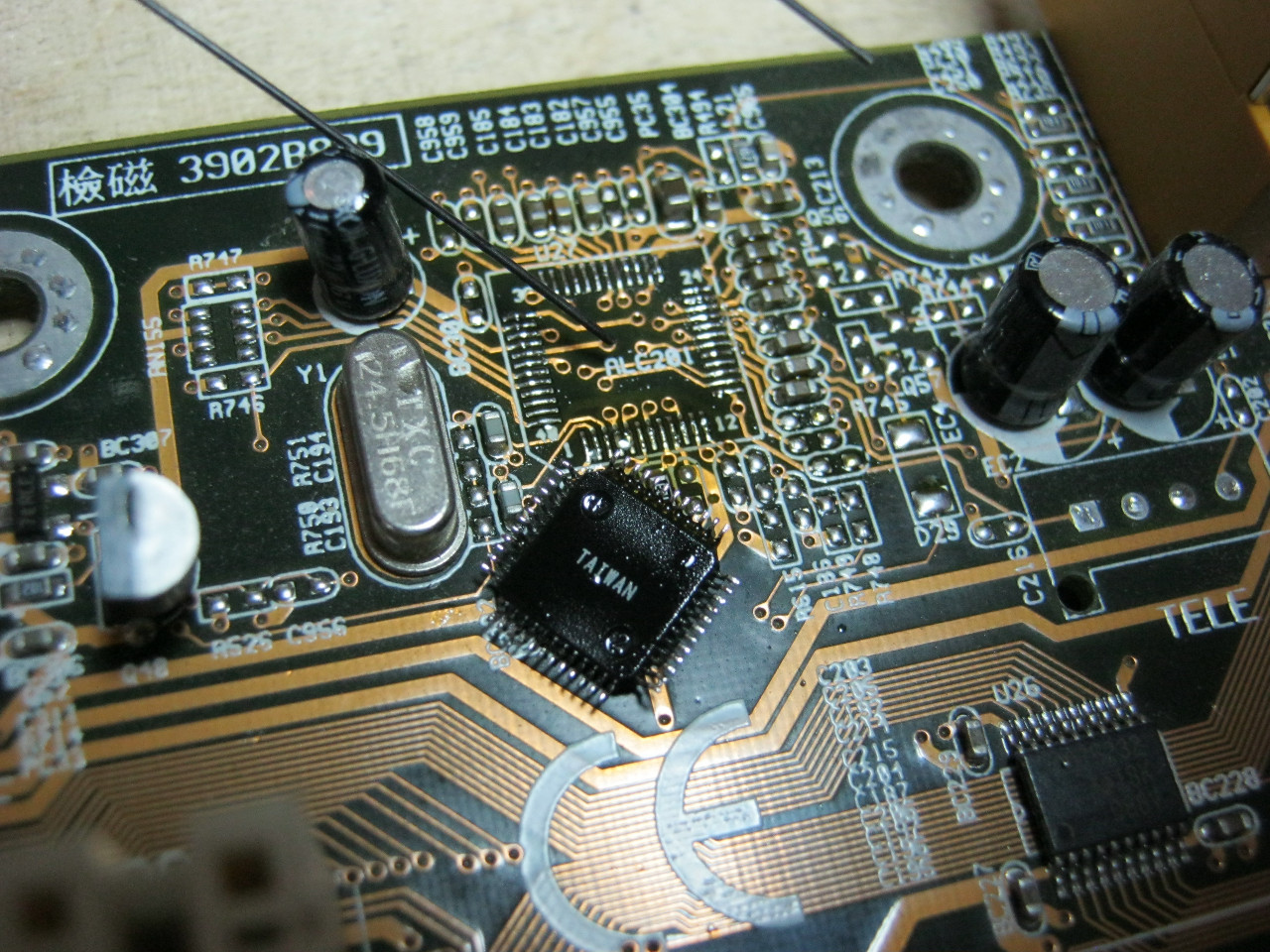
Вот и наступил этот момент.
Монтаж новой микросхемы
С помощью паяльника и медной оплетки чистим пятачки от излишнего припоя. На мой взгляд самая лучшая медная оплетка — это Goot Wick .

Вот что у нас получилось:


Должно получиться вот так

Здесь главное не жалеть флюса и припоя. Получились своего рода холмики, на которые мы и посадим нашу новую микросхему.
Теперь нам нужно очистить все это дело от разного рода нагара и мусора. Для этого используем ватную палочку, смоченную в Flux-Оff, либо в спирте. Подробнее про химию . У нас должны быть чистенькие и красивые контактные дорожки, приготовленные под микросхему.

Напоследок все это чуточку смазываем флюсом
Ставим новую микросхему по ключу и начинаем ее прожаривать, держа при этом фен как можно более вертикальнее, и круговыми движениями водим его по периметру.

Напоследок чуток еще смазываем флюсом и по периметру «приглаживаем» контакты микросхемы к пятакам с помощью паяльника.

Думаю, это самый простой способ запайки SMD микросхем. Если же микросхема новая, то надо будет залудить ее контакты флюсом ЛТИ-120 и припоем. Флюс ЛТИ-120 считается нейтральным флюсом, поэтому, он не будет причинять вред микросхеме.

Думаю, теперь вы знаете, как паять микросхемы правильно.
Эта статья была написана в помощь тем, кто совсем не умеет паять, кто ни разу не брал в руки паяльник, словом для тех, кому нужно научится правильно паять.
Предлагаю сразу начать с практики. Кроме желания, терпения и прямых рук, нам понадобится следующее:
Сам паяльник. Паяльники бывают разные, прежде всего обратим внимание на его мощность. 3-10Вт предназначены для распайки супер-пупер мелких микросхем, 20-40Вт считаются бытовыми и радиолюбительскими, 60-100Втные сабжи покупают сотрудники автосервиса, для распайки толстых проводов, ну а 100-250 используют для запайки кастрюль, радиаторов и и прочего крупногабаритного хлама.
Что нужно паять моддерам? Тонкие проводки, резисторы, светодиоды и прочую мелочь, поэтому приобретаем 25 ваттный паяльник. Спросите, почему не больше? Всё просто, все радиодетали не любят перегрева, и выходят от него из строя. Вот так, не переусердствуйте.
Подставка для паяльника. Включенный паяльник нагревается до 300 градусов. Его надо куда-то класть, позаботьтесь словом. Включенный паяльник кладём на подставку, справа от себя, на краю стола. Соблюдаем правила безопасности, контролируем его сетевые провода и предупреждаем окружающих.
Припой. Припой это сплав олова, свинца, кадмия и других легкоплавких металлов. Существует много видов припоев. Есть совсем легкоплавкие, 65-70 градусов Цельсия, есть наоборот, тугоплавкие – им и 1000 не страшно. Радиолюбители используют марку ПОС-61, её и покупаем. Рекомендую приобретать в виде проволочки, толщиной со спичку - удобнее паять.
Флюс. Флюс это некое связующее, обезжиривающее и защищающее от окисления вещество, которое помогает припою прилипать к месту пайки, без него нельзя. Их тоже много видов. Для разных металлов, разных припоев и разных технологий. Радиолюбители пользуются маркой ЛТИ-120 или спиртовым раствором канифоли, обычной канифолью, на худой конец. Сделать флюс самому очень просто. Заполняем пузырёк наполовину спиртом, насыпаем толчёной канифоли, взбалтываем до полного растворения.
Также, рекомендую купить какой либо активный флюс. Он часто бывает полезен, например, для пайки хромированных выводов некоторых выключателей и разъёмов. На крайний случай, упрямый контакт можно припаять при помощи таблетки обычного аспирина. Воняет противно – но паяет.
Ещё нам понадобится небольшой кусок тонкой фанеры, оргалита или плекса, чтобы не испортить стол.
Инструменты. Маленькие кусачки - для проводов, выводов деталей и снятия изоляции, напильник - для зачистки жала паяльника, пинцет - чтобы пальцы не обжигать и медицинский скальпель.
Приборы. Настоятельно рекомендую купить цифровой тестер. Всегда полезная вещь в хозяйстве. И напряжение померить, и сопротивление…, да и стоит копейки.
Итак, начнём.
Если паяльник новый, его надо сначала заточить и облудить. Это просто. Включаем в сеть, ждём. После первого включения, нередко, бывает выгорание смазки, небольшое выделение гари, не бойтесь, это не страшно.
После прогрева сабжа, в течении 15-20 минут зачищаем рабочую поверхность напильником, и быстро, пока медное жало не окислилась, мокаем в канифоль, потом сразу в припой.
Круговыми движениями руки помогаем процессу. Всё. Есть паяльники с жалом из металлокерамики, их не зачищают напильником, их протирают специальной мокрой губкой.

По мере выгорания медного стержня, такую процедуру придётся выполнять регулярно.

Очень важно, чтобы спаиваемые поверхности были чистыми, без краски, лака или окислений. Если это не так – исправляем, при помощи надфиля, скальпеля или мелкой наждачки. Наносим кисточкой немного флюса на спаиваемое место, берём жалом паяльника немного припоя, пропаиваем. Всё просто, но требуется навык. С первого раза красиво и качественно не получится.
К паяемым деталям прикладываем жало паяльника всей лопаточкой, для эффективной теплопередачи. Пайка должна быть быстрой и качественной. Не забываем про перегрев деталей. Не получилось с первого раза, даём радиодеталям остыть. Время прогрева подбираем экспериментальным путём - если слишком быстро, то деталь не прогреется и пайка получится плохая.
Флюс наносим непосредственно перед пайкой, когда все приготовления деталей закончены, чтобы он не испарялся.

Хорошую пайку видно сразу, припой ложится тонким и ровным слоем, блестит. Нет наплывов, трещин и серых мест. Дополнительную крепость соединения придаёт предварительная скрутка проводов.
Для получения хороших результатов рекомендую потренироваться на отслужившем магнитофоне.
Чтобы пропаянные детали не замкнулись между собой, или ещё куда либо, надеваем кусочек изолирующей трубочки подходящего размера. Или обматываем изолентой.
Меры предосторожности.
Ох, сколько раз я обжигался об паяльник, сколько раз ронял его себе на ногу, задев шнур... Однажды, на горячий паяльник умудрился сесть мой волнистый попугай, вот крику было Словом отнеситесь серьёзно, помните, что Ваша подруга или бабушка может не знать о "коварной" сущности этого девайса.
Флюса наносим минимальное количество. При избытке – может брызнуть, при касании паяльником.
Припоя паяльником берём столько, сколько нужно на 1-2 пайки, излишек может капнуть и обжечь.
Паяние печатных плат.
Печатная плата сильно облегчает процесс изготовления радиосхемы. Все электрические соединения выполнены дорожками из медной фольги. Детали надёжно закреплены и не боятся вибраций. В соответствующей статье мы уже рассказывали, как можно самому сделать печатную плату.
Вставляем деталь в нужное место платы и подбираем нужную глубину посадки. Наносим флюс маленькой кисточкой.

Берем паяльником немного припоя и подносим к месту пайкитаким образом, чтобы плоскость жала была обращена к детали, а сам паяльник находился под углом 45 градусов.

При хорошем флюсе, нормальном припое и нормально нагретом паяльнике пайка одной контактной площадки занимает около секунды. Правильно выполненная пайка не должна иметь каких либо наплывов, трещин и должна блестеть.

Торчащие ножки ликвидируем кусачками. После окончания монтажа и выполнения пуско-наладчных работ, протираем плату спиртом. Применение ацетона не рекомендую, некоторые детали и провода могут пострадать. Ну а элементы содержащие механику, такие как реле, тумблеры и подстроечные резисторы, вообще нельзя мыть ничем, их впаивают после промывки.
Подбираем оптимальное расположение деталей. Отпиливаем кусочек платы нужного размера, впаиваем компоненты. Соединения делаем тонким проводом. Не забываем про перегрев. Работаем аккуратно и внимательно, чтобы случайно не замкнуть соседние контакты. Иногда полезно проверить замыкание дорожек тестером, иногда на свет видно. Учимся и тренируемся.
А сколько приятных минут(часов, дней) Вы проведёте в поисках неправильного соединения!

Ещё одна хитрость на последок. Сейчас расскажу, как выпаять радиодеталь из платы, или устранить досадное замыкание контактных площадок микросхемы.

Для этого понадобится кусочек медной оплётки от экранированного провода. Прикладываем оплётку в нужное место, капаем флюса, прижимаем паяльник, и – вуаля! Припой впитался в неё.




