Из 2-х трансформаторов от старой микроволновой печи можно сделать своими руками полезную приспособу для домашней мастерской и гаража - контактную точечную сварку.
Контактная точечная сварка дает возможность работать с самыми разными металлами и их сплавами, что делает ее универсальной в бытовом использовании.
Первым делом демонтируем трансформаторы из корпуса микроволновки. После этого нужно будет аккуратно удалить «родную» вторичную обмотку, не повредив первичную.
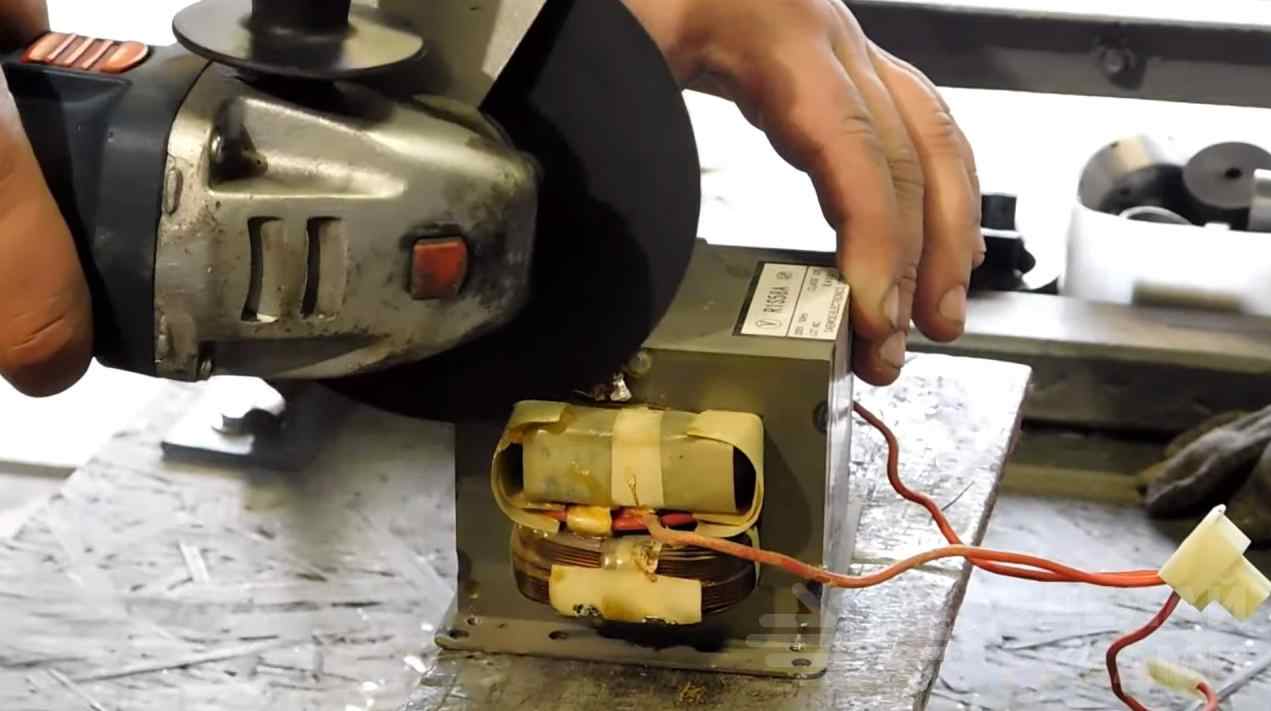
Самый простой способ «безболезненно» удалить вторичную обмотку - это обрезать болгаркой выступающие витки.
После этого с помощью электродрели нужно просверлить отверстие внутри трансформатора и вытянуть оставшиеся проводки наружу узкогубцами.
Основные этапы работ
После того как извлекли из трансформатора вторичную обмотку, убираем все лишнее, включая металлические проставки. Должна остаться только вторичная обмотка.

Такую же операцию нужно будет проделать со вторым трансформатором. Потом оба трансформатора мастер сваривает между собой.

Вместо вторичной обмотки на двух трансформаторах автор использует толстый многожильный кабель, который предназначен для сварочного аппарата. Достаточно сделать всего по два витка. Вторичные обмотки подключаются параллельно.

В качестве основания используется кусок швеллера шириной 160 мм. В нем надо просверлить пару отверстий диаметром 8 мм, затем прикручиваем перфорированный профиль. Также к швеллеру надо приварить два уголка с отверстиями.


Сборка точечной сварки
В основании необходимо просверлить четыре отверстия. Затем устанавливаем трансформаторы, предварительно соединив параллельно две первичные обмотки. Делаем все так же, как и со вторичными.

Не удивляет, когда домашние мастера оснащают гаражи, производственные участки малого бизнеса самодельным оборудованием для сварки на уровне профессионального. К таким агрегатам относится и установка точечной сварки своими руками из микроволновки.
Доступная точечная сварка из микроволновки своими руками
Разнообразие методик сварки самодельным аппаратом подразумевает создание неразъёмного соединения. Условия процесса и свойства материалов различаются в технологическом подходе.
Итог действия – активизация связей молекул деталей посредством пластической деформации при термомеханическом воздействии, либо термоэлектрическом. Механическое действие применяется для создания физического контакта элементов без зазора.
Точечная сварка – скоростной метод сращивания без присадочных расходных материалов контактным способом. Конструктивная простота аппаратуры, компактность, дешевизна изготовления и эксплуатации выводят метод в лидеры по использованию.
Методика точечной сварки:
- Совмещение объектов в заданном положении;
- Фиксация приложением давления извне;
- Подача тока;
- Мгновенный прогрев зоны приложения энергии;
- Локальная пластичность и деформация зоны нагрева;
- Сплавление элементов.
Самодельная ручная точечная сварка на основе трансформатора микроволновой печи применяется для соединения листов металла толщиной до 1 мм, сварки аккумуляторов, ремонтных работ.
Экономичность процедуры при прочности места контакта площадью до Ø10 мм обеспечит потребности малого бизнеса при минимуме затрат. При потреблении энергии в 0,8 кВт получаем 5–6-кратное увеличение мощности, 200-кратное возрастание силы тока. Режим работы - импульсный, предел длительности формирования сварочного ядра - 0,1 сек.
Сделать аппарат для точечной сварки недорого
Устаревшая, вышедшая из обращения модель микроволновой печи из-за поломки, с работоспособным трансформатором станет основой самодельного сварочного аппарата контактной сварки.
Аккуратно разбираем бытовой прибор – отдельные элементы, как подлежащий доработке и реконструкции трансформатор и кнопка включения, сетевой фильтр, кабель, пригодятся при сборке самодельного устройства.
Будьте внимательны: конденсатор под кожухом длительное время сохраняет заряд. Разрядите его. Достаточно закоротить контакты стержнем отвёртки.
Модернизированный трансформатор на выходе выдаёт результаты промышленных технических устройств:

- Ток кратковременного импульса – свыше 1000 А;
- Мощность – до 5 кВт.
Первичная обмотка трансформатора остаётся в неприкосновенности. Она выполнена из провода большего диаметра. Вторичная обмотка удаляется за ненадобностью. Понадобятся острая стамеска и киянка, либо ножовка по металлу. Чтобы не помять и не перерубить первичку, трансформатор желательно закрепить, а межобмоточное пространство заполнить гофрокартоном.
Металлические шунты для ограничения силы тока демонтируются. Сварной сердечник трансформатора с плотным заполнением обмотки затруднит демонтаж. Манипуляции по удалению проволоки облегчит сквозное высверливание. Избегайте касания сверлом внутренней поверхности сердечника. Операции по подготовке завершены.
Сборка трансформатора
Для вторичной обмотки рекомендуется использовать кабель КГ 1х35. Проводник эксплуатируется при длительном номинальном напряжении 1000 В. Долговременная токовая нагрузка - 300 А. Допускается кратковременная импульсная нагрузка в 1200 А.
![]()
Модернизация трансформатора рассчитана на эту величину. Приобретите 2 м кабеля с наложенной синтетической плёнкой на токопроводящие жилы. Внешняя изоляция из шланговой резины 2,2 мм станет помехой. Покрытия 1,2 мм достаточно.
Для облегчения скольжения при намотке кабеля, сердечник плотно обматываем 3 слоями скотча. При старании и хорошем натяжении уложите 2–3 витка. Рассчитайте примерно равную длину выводов. Метраж определён с запасом длины выводов и удобства протяжки при укладке.
Допустимо применение для самодельного трансформатора контактной сварки многожильного мягкого кабеля путём сложения в пучок нескольких медных проводников. Ориентируйтесь на суммарный диаметр токопроводящих жил, минимальный показатель Ø10 мм.
Уменьшение количества витков вторичной обмотки компенсируется увеличением сечения обмотки. Напряжение и сила тока изменяются в десятки раз. Ориентиры контроля показателей на выходе самодельного трансформатора:
- Напряжение холостого хода – 1,5–3 В;
- Сила тока импульса – не менее 800 А.
Внимание! Работа без заземления и защитного кожуха опасна.
Мощное самодельное устройство
Для создания точечной сварки из микроволновой печи повышенной мощности ставится дополнительный самодельный трансформатор. Одноимённые выводы вторичных обмоток соединяются последовательно в единую цепь.
Обязательное условие – идентичность самодельных трансформаторов по количеству витков первичной и вторичной обмоток. Несогласование направления намотки витков вторичных обмоток спровоцирует противофазу с падением выходного напряжения до нуля.
Проверка правильности соединения:
![]()
- Проводится последовательное соединение обмоток трансформаторов;
- Подача напряжения и контроль вольтметром на выходе со вторичной обмотки;
- Повышение напряжения – ошибка сборки: спарены разноимённые выводы – на первичных напряжение падает, вторичные удваивают его;
- Отсутствие напряжения – только одна из пар соединена одноимёнными выводами, следует изменить порядок подключения;
- Соединение одноимённых выводов пары трансформаторов удваивает мощность без изменения напряжения.
Технические характеристики такого самодельного аппарата точечной сварки позволят проводить сварку стальных листов до 5 мм. Превышение силы тока импульса 2000 А потребует усиления электропроводки и подключения к промышленной сети.
Оснащение самодельного аппарата для сварки
Первое, что требуется для сварки – самодельные электроды из меди. Без точного подбора соответствия диаметру провода вторичной обмотки стержней из меди не сделать точечную сварку своими руками надёжной.

Мощность самодельного устройства обусловливает тип: жала паяльников для ручного контакта или рычажные сварочные клещи с давлением в центнер. Род деятельности влияет на ориентацию электродов. Для сварки аккумуляторов стержни устанавливают рядом, для сварки внахлёст – навстречу.
Протяжённость проводников минимизируют для сокращения потерь мощности. Негативное влияние оказывает и количество соединений. Пайка облуженных проводов к медным наконечникам снижает потери.
Обжимные соединения – очаги роста сопротивления. Электроды крепят на резьбе с тугой затяжкой. Болты, шайбы выполняют из сплавов меди. Удаление окислов проводят регулярно.
Концы электродов стачивают на конус, точку контакта оформляют сферой – площадь ядра сварки увеличивается в 2–3 раза относительно поверхности контакта самодельного устройства. Малый диаметр конца электрода повысит качество сварки, уменьшит усилие сдавливания.
Управление самодельной контактной сваркой
Органов управления сваркой 2: кнопка включения подачи электроэнергии на трансформатор, и рычаг сварочных клещей. Кнопка располагается на рычаге управления подвижным электродом.

Обеспечение сжатия достигается приближением электродов к оси рычага и его размером. Установите стационарное либо съёмное крепление самодельного аппарата, опоры неподвижного электрода. Гарантию достаточного контакта при сжатии даст рычаг из диэлектрика или обрезиненного металла длиной 0,6–1 м. Усилие сжатия - 30–100 кг.
Переключатель подачи тока самодельного устройства подключается к первичной обмотке трансформатора, находится под пальцем сварщика. Включение сварки во избежание подгорания электродов допускается при полном сжатии.
Визуальный контроль времени выдержки контакта определяется по цвету металла. При массовой сварке рекомендуется принудительное охлаждение трансформатора и электродов вентилятором, либо перерывы.
Устройство работает уже 5 лет, и между прочим хорошо работает, хотя использование СА не слишком часто. Трансформатор, из которого изготовлен сварочный аппарат, был выдран из неслабой микроволновой печи — как и вентилятор, который установлен для охлаждения обмоток. С трансформатора удалена вторичная обмотка, не затрагивая сетевую (). Следующий шаг, который нужно сделать, намотка новой вторичной обмотки толстым кабелем (диаметром под 10 мм).

И трансформатор, и вентилятор прикручиваются к фанере. Перед трансформатором прикреплена доска с двумя отверстиями, через которые просунуты оба конца вторичной обмотки. Фанера — это ещё и своеобразный экран, который останавливает холодный воздух от места сварки. Рядом с трансформатором, как видно на фотографиях, использован таймер с регулировкой времени выключения питания.

Трансформатор включается с помощью педали ногой — тогда у оператора будут свободны обе руки для работы с электродами и деталью. Электроды изготовлены из медного стержня 8 мм, на который нарезана резьба. Кабельный зажим выполнен из разрезанной трубки из меди.

Сварочный аппарат в действии
Вентилятор начинает работать с того самого момента, как штекер вставлен в гнездо, поскольку трансформатор при работе стаёт очень горячий. Далее установим два электрода друг против друга, нажимаем на педаль, переключая напряжение на таймере, что дает ему еще некоторое время подавать на транс. Тут использован этот переключатель только для непреднамеренного длительного нажатия на педаль или нежелательной блокировки кнопки.

Поперечное сечение вторичной обмотки, точнее количество витков катушки, подбирайте экспериментально. При питании от 220 В он не выбивает предохранители (даже 10 А) и не вызывает моргание света в момент запуска.

Естественно напряжение сварки низкое и электроды можно брать голой рукой, но лучше одеть защитные перчатки, так как электроды от долгой работы нагреваются.

Мощность сварочного аппарата зависит от трансформатора — микроволновая печь имеет обычно 800-1200 ватт, так что чем больше трансформатор, тем лучше. При сварке создается большой ток — 1-2 кА и более при напряжении 1-8 В. Чем выше ток — тем лучше соединение, потому что время сварки очень короткое, а когда дело доходит до длительной сварки с низкой мощностью, получится почерневшее место.
Из старой микроволновой печи можно сделать различные и приспособления для гаража. Одной из таких является точечная сварка из микроволновки, которая даёт возможность соединять металлические элементы и конструкции из листовой стали, толщиной до 5 мм.
И если у вас дома завалялась ненужная микроволновка с рабочим трансформатором питания, то её вполне можно приспособить для этих целей. Именно трансформатор и будет выступать в качестве основного рабочего элемента сварочного аппарата.
В данной статье строительного журнала будет подробно рассказано про изготовления точечной сварки, которая обязательно пригодится для работы в гараже.
Основным элементом сварочного аппарата выступает силовой трансформатор, который имеет большой коэффициент трансформации. Как раз таким условиям и отвечает трансформатор микроволновки, который используется для питания магнетрона. Его мощность может быть 700-800 Вт, и даже более 1 кВт.
Следует знать, что маломощные трансформаторы от микроволновки, подойдут для изготовления точечной сварки под работы с металлом, толщина которого будет не более 1 мм. Если нужно сделать сварочный аппарат для точечной сварки более мощным, то рекомендуется соединить два трансформатора от микроволновки вместе.
Также, кроме трансформатора, для изготовления точечной сварки из микроволновки потребуются и кое-какие материалы.

В первую очередь, это:
- Профильная труба или другой металлопрокат для изготовления рукоятки с основанием (можно использовать и деревянные бруски);
- Пружина, посредством которой будет отбрасывать рукоятку вверх;
- Навес, чтобы сделать подвижной рукоять сварочного аппарата;
- Медная шина, для изготовления держателей электродов;
- Медные прутки, будут использоваться в качестве электродов для точечной сварки из микроволновки;
- Кусок медного кабеля в изоляции диаметром не менее 1 см. Если кабель не влезет в трансформатор, то изоляцию придется снять, после чего нужно обязательно обмотать кабель несколькими слоями обычной изоленты.

После того, как все вышеперечисленные материалы найдены, можно смело приступать к изготовлению сварочного аппарата для точечной сварки своими руками.
В первую очередь нужно переделать трансформатор от микроволновки, таким образом, чтобы на выходе вторичной обмотки, было бы приблизительно напряжение в 2 В. Для этих целей заводская вторичная обмотка, полностью удаляется с трансформатора микроволновки и наматывается новая, толстым медным кабелем.

Всего понадобится сделать 2-3 витка вторичной обмотки на переделываемом трансформаторе питания. Снять старую вторичную обмотку с трансформатора можно при помощи молотка и зубила, однако действовать нужно крайне аккуратно, чтобы не повредить первичную обмотку. Она нужна целой и невредимой для нормальной работы аппарата точечной сварки.
Когда переделан трансформатор, можно браться за изготовление других частей сварочного аппарата. Для изготовления органов управления можно использовать два куска профильной трубы, длиной в 60 см, которые соединяются навесом. Можно пойти другим путем, и сделать основание с двумя опорами, между которыми будет располагаться рычаг управления точечной сварки.

В общем, элементы управления можно сделать из чего угодно, даже из деревянных брусков, если точечная сварка из микроволновки, будет использоваться для каких-то небольших работ. Отдельного внимания заслуживают зажимы для электродов, которые лучше всего будет сделать из медной шины, просверлив в них затем отверстия под болты.
Именно болтами и будут удерживаться впоследствии электроды для точечной сварки, в качестве которых рекомендуется использовать медный пруток (чем больше его диаметр, тем лучше). Чтобы сварочный аппарат включался только при нажатии рукоятки, между ней и основанием следует разместить выключатель. Подключать его следует только через первичную обмотку трансформатора, чтобы избежать больших нагрузок.

Точечная сварка из микроволновки станет отличным инструментом в руках мастера. Такой самодельный сварочный аппарат можно использовать для изготовления других самоделок и поделок из металла, идей которых на просторах интернета, очень и очень много.
Трудно переоценить важность и необходимость аппарата для выполнения точечной сварки в домашних условиях. Таким способом можно соединить прутья забора, изготовить клетку для домашнего животного, присоединить держатель к поварешке. Сварочное оборудование промышленного производства имеет высокую цену. Хороший выход - изготовить точечную сварку из микроволновки своими руками.
Необходимые приспособления для точечной сварки
Для выполнения сварочных работ требуется оборудование, способное преобразовать электрический ток в сети с частотою в 50 Гц в высокочастотный. При этом напряжение в 220 B понижается до безопасного 12 B, а сила тока поднимается до величины, достаточной для расплавления металла.
Процесс точечной сварки происходит по следующей схеме:
- Накопление заряда в конденсаторе.
- Между двумя медными электродами помещаются пластины металла.
- Во время замыкания образуется мощный импульс и расплавляется металл в точке контакта.
- Остывание.
Для создания сварочного точечного прибора потребуются следующие детали и приборы:
- трансформатор;
- клеммы, кнопка;
- медные прутки - 2 шт.;
- набор конденсаторов;
- автомат на 20 A;
- реле РЭК74;
- два светодиода и диодный мост;
- вентилятор (подойдет от компьютера).









![]()
Последовательность работы с трансформатором
Самая важная и необходимая деталь в изготовлении прибора для точечной сварки из микроволновки - это трансформатор. Перед тем как его вытащить, потребуется разъединить все крепления и открутить основу. Вторичная обмотка для изготовления сварочного аппарата не потребуется, ее необходимо удалить. Это делают с помощью молотка и зубила, ножовки по металлу, болгарки. Работы выполняют с осторожностью, стараются не повредить первичную обмотку.
![]()
Для новой вторичной обмотки можно использовать кабель сечением в 50 мм 2 , что приблизительно соответствует диаметру от 1 см. Главное - чтобы он был новый, без дефектов и повреждений. Выбирают удобный вариант: многожильный в общей изоляции, или несколько собранных вместе проводов.
Наматывается вторичная обмотка вокруг сердечника в 2–3 витка таким образом, чтобы на сердечник приходилась ее средняя часть. Превышение длины приведет к нежелательному повышению сопротивления. Основная трудность при создании вторичной обмотки - недостаток места. Для облегчения работы можно удалить заводское покрытие на кабелях и воспользоваться тряпичной самодельной изоляцией, при сборке кабель снаружи покрыть солидолом или смазкой.
Мощность переделанного трансформатора для точечной сварки из микроволновой печи рассчитана на получение сварочного тока в 800 A, которого достаточно для сварки металла толщиною в 3 мм или прутков диаметром 3 мм. Для большей толщины используют два трансформатора, соединенных последовательно. Такой аппарат сможет выдавать ток до 2000 A.
Изготовление электродов
Точечный сварочный процесс происходит при замыкании электродов. В качестве электродов используют:

- жало от профессионального паяльника;
- медные прутки диаметром 10–20 мм.
Перед работой электроды конусообразно затачивают. Можно использовать специальные вольфрамовые стержни.
Во время сварочных работ электроды тупятся и изнашиваются. При постоянном использовании сварочного точечного аппарата их потребуется менять и затачивать. Поэтому крепятся и центрируются электроды с помощью болтов. Для исключения потерь напряжения в местах контактов, все остальные детали выполняют монолитными или соединяют сваркой. Для последующего крепления вторичной обмотки на концы кабеля паяется клемма.
Особенности изготовления рабочей части сварочного аппарата
Рабочая часть аппарата состоит из рычага, на который крепятся медные электроды. Неподвижное нижнее основание должно быть очень устойчивым, потому что на него приходятся большие нагрузки. Выполняется оно из прочного кронштейна, бруса или профиля.
Подвижный верхний рычаг в нерабочем положении должен быть разомкнут, чтобы обеспечить доступ к изделию. Для подпруживания используют резиновую ленту или жесткую пружину. На рычаги крепятся электроды, стараясь добиться точной центровки.
На верхней части устанавливается кнопка подачи импульса, она подключается к первичной обмотке трансформатора, где меньше величина тока. При изготовлении аппарата можно использовать кнопку, установленную на дверце микроволновки. К электродам подсоединяют кабели. Чтобы в дальнейшем исключить обрыв и повреждения, их закрепляют на кронштейне.
Рычаги выбирают длиною в полметра - такие размеры позволяют легко установить детали и не потребуют больших усилий при эксплуатации. Для удобства работы с рычагом, в верхней его части крепится ручка. Можно воспользоваться старой заготовкой от паяльника. Чтобы обеспечить устойчивость, на время сварочного процесса нижний рычаг аппарата зажимается на столе при помощи струбцины.
Изготовление рабочего корпуса
Для аппаратов самодельной точечной сварки выбирают самый простой корпус, состоящий из основания, боковых стенок и верхней крышки. Соединяют детали с помощью:

- Уголков.
- Саморезов.
В боковых частях выполняют отверстия, через них выводят силовой кабель. К верхней крышке крепится специальная лента для удобства транспортировки.
В аппарате для точечной сварки не предусмотрена передняя часть. В полученное отверстие укладывают рабочие клещи. Обеспечивает вентиляцию на время сварочного процесса вентилятор от компьютера, его крепят в заднюю часть аппарата. Вентиляционные отверстия не предусмотрены. Для контроля времени сварки можно установить специальное реле. Опытные сварщики ориентируются на цвет точки в месте сварки.




